Typy a vlastnosti brusných kotoučů – Článek – BiPak

Brusné kotouče se snadno používají a urychlují proces zpracování materiálu.
Odrůdy
Brusný kotouč je rotační těleso se specifickým profilem, stejně jako otvor se standardním průměrem pro montáž nebo speciální vřeteno pro upevnění na stroji. Pro spojení brusných prvků tvořících základ kruhu se používají různé vazby, které zvyšují pevnostní parametry a zabraňují rozlomení výrobku při působení odstředivých sil při otáčení.
Kruhy jsou rozděleny podle profilu, typu, zrnitosti, vlastností použitých pojiv a dalších parametrů.
Hlavní abrazivní materiály používané při výrobě brusných kotoučů:

- Elektrokorund. Výrobky z tohoto materiálu jsou označeny „A“. V závislosti na složení a technologii výroby může být elektrokorund normální (12A-16A), bílý (22A-25A), chrom (32A-34A), titan (37A), zirkon (38A nebo Z).
- Karbid křemíku. Výrobky z tohoto materiálu jsou označeny písmenem „C“. Existují dva typy – černá (52C-55C) a zelená (62C-64C).
Brusné kotouče se vyrábí také na bázi diamantu, elboru a dalších materiálů.
Všechny brusné kotouče mají zrnitost v rozmezí F36-F220, což odpovídá normám GOST R 52381-2005 a M63-M10 podle GOST 3647-80. Pro první klasifikaci velikosti zrna je velikost zrna v rozmezí 58–525 mikronů a pro druhou – 7–63 mikronů.
Při výrobě brusných nástrojů se používají tři hlavní typy pojiv:
- Keramika V (dříve K);
- bakelit B, B4, BF (dříve B, B4, BU);
- Sopečný R (dříve B).
Plošné broušení čelním čelem kotouče, hrubovací práce prováděné ručně i na závěsných strojích, řezání a drážkování, ostření nástrojů, dokončovací broušení válců, vaček a válečků jemnozrnnými brusnými nástroji, honování a broušení závitů kotouči na speciální vazbě GB a jemnozrnnými kotouči na glyftalovém vazbě a s grafitovým plnivem pro finální leštění
Řezání, drážkování a broušení, opracování kulových ploch, někdy dokončovací operace v jiných typech tvarového broušení, bezhroté broušení a leštění s pružnými kotouči
Pro keramické pojení zrn se používají složky anorganického původu, jejichž základem jsou různé druhy jílů, dále přísady ve formě živce, křemene apod. Při použití keramické vazby se používá technologie žíhání, díky které jsou kotouče tvrdé, odolné proti opotřebení a trvanlivé, nebojí se mechanických nárazů, poškození a vysokých teplot. Tento typ vazby je však vysoce křehký, proto se nepoužívají u strojů a nástrojů, kde je vysoká pravděpodobnost rázového zatížení.
Ke spojování bakelitu se používá pryskyřice (bakelit). Může být čistý bez nečistot, se zpevňujícími přísadami nebo grafitem. Tento typ pojiva zajišťuje elasticitu abrazivního materiálu a odolnost proti rázovému zatížení. Ale materiál nemůže odolat vysokým teplotám a agresivnímu prostředí. Takové kotouče se vyznačují dobrou samoostřením díky skutečnosti, že opotřebovaná zrna se snadno oddělují od základny, odhalují nová a zachovávají stabilitu brusných vlastností kotouče.
Vulkanitové lepení využívá vulkanizovanou pryž. Pro posílení a zvýšení odolnosti vůči chemikáliím mohou být do kompozice zahrnuty různé přísady.
Struktura brusného kotouče závisí do značné míry na množství brusiva a druhu použitého pojiva. Stává se to:
- Husté (označeno čísly od jedné do čtyř).
- Střední (označeno od 5 do 7).
- Otevřeno (označeno od 8 do 10).
- Vysoce porézní (označeno od 11 do 12).
Čím vyšší číslo, tím větší je vzdálenost v kruhové struktuře mezi zrny a tím vyšší je jeho hustota.
Tvrdost brusiva závisí na jeho hustotě a typu pojiva. Tento parametr odráží sílu retence zrna ve struktuře, čím je vyšší, tím je pro zrno obtížnější vylomit se ze struktury během mletí.
Klasifikace koleček podle tvrdosti:
- Velmi měkké (BM1, BM2, F, G);
- Měkké (M1-M3, H, I, J)
- Středně měkký (CM1, CM2, K, L)
- Střední (C1, C2, M, N)
- Středně tvrdý (ST1-ST3, O, P, Q)
- Tvrdé (T1, T2, R, S)
- Velmi těžké (VT, T, U)
- extrémně tvrdý (VZ)
Brusné kotouče jsou klasifikovány podle tříd nevyváženosti (od 1 do 4) a tříd přesnosti:
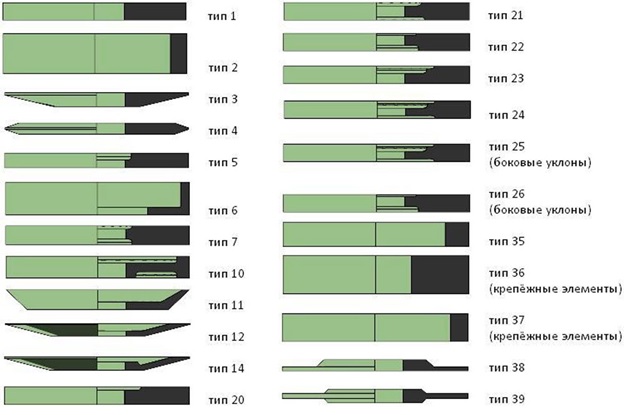
Podle typu profilu se kruhy dělí na:
- Typ 1 – rovný profil (PP)
- Typ 2 – Prsten (K)
- Typ 3 – s jednostranným kuželovým profilem (ZP)
- Typ 4 – s oboustranným kónickým profilem (2P)
- Typ 5 – s jednostranným vybráním (PV)
- Typ 6 – válcová miska (CC)
- Typ 7 – s oboustrannou prohlubní (DVD)
- Typ 10 – s oboustrannou drážkou a nábojem (PVDS)
- Typ 11 – kónický pohár (CC)
- Typ 12, 14 – kotouč (T, 1T)
- Typ 20 – s odběrem vzorků
- Typ 21 – s oboustranným odběrem vzorků
- Typ 22 – se vzorkováním a vybráním
- Typ 23 – se vzorkem a drážkou na jedné straně (PVK)
- Typ 24 – se zářezem a drážkou na jedné straně a drážkou na opačné straně
- Typ 25 – se zářezem a drážkou na jedné straně a zářezem na opačné straně
- Typ 26 – se vzorkováním a zapuštěním na obou stranách (PVDC)
- Typ 35 – rovné zakončení profilu
- Typ 36 – rovný profil se zalisovanými spojovacími prvky (PN)
- Typ 37 – prstencový profil s nalisovanými spojovacími prvky
- Typ 38 – s jednostranným nábojem
- Typ 39 – s oboustranným nábojem
Na obrázku jsou uvedeny typy profilů brusných kotoučů.
GOST R 52781-2007 upravuje normy používané pro charakteristiky, geometrii a tvar brusných kotoučů.
Netkané brusné kotouče určené pro brusky jsou zařazeny do samostatné skupiny. Jsou vyráběny podle norem vyvinutých ve výrobních závodech. Trh nabízí následující typy brusiva:
- Brusné kotouče. Používá se pro broušení a vysokorychlostní řezání.
- Diamantově potažená kola. Nejčastěji se používá ve stavebnictví. Umožňuje rychle a přesně rozdělit konstrukce z betonu, kamene a kovu na segmenty. Mohou být pevné nebo segmentované.
- Řezání. Navenek připomínají pilu. Jsou vyrobeny z výkonných slitin, jako je karbid wolframu.
Všechny brusné kotouče používají standardní průměr 115 mm nebo více. Nejběžnější průměr je 125 mm.
Při výběru je důležité vzít v úvahu označení, protože s jejich pomocí můžete co nejpřesněji vybrat potřebné brusivo pro práci.