Jak svařovat poloautomatickým svařovacím strojem – popis procesu, obecná pravidla provozu
Tento nejoblíbenější druh paliva je lidem dán samotnou přírodou. Po určité době se však zdroje otevřených ložisek nevyhnutelně vyčerpají a je nutné hledat nové zdroje energie, což není kvůli technologickým obtížím snadný úkol.
Vědci se navíc domnívají, že během několika desetiletí budou všechny zásoby, které Země uchovává, zcela vyčerpány.
Produkce zemního plynu.
Celý proces lze rozdělit do dvou hlavních fází. Nejprve specialisté prozkoumají danou oblast.
Geologové pomocí potřebného vybavení analyzují oblasti, kde se plánuje těžba zemního plynu. Zpravidla se jedná o podzemní jeskyně a malé praskliny v zemské kůře.
Kromě toho je plyn často skryt v hlubinách, pokrytý hustou vodou – v mořích a oceánech. Výzkumníci se o malé objemy nezajímají, protože rozvoj takových ložisek je nerentabilní. Teprve když jsou objevena velká ložiska, jsou vrtáky dodávány na místo a začíná rozvoj, tedy druhá fáze.
Po dokončení práce se plyn díky svým fyzikálním vlastnostem pod přirozeným tlakem dostává na povrch, takže v takových případech obvykle není potřeba žádné speciální zařízení pro těžbu plynu.

Existuje několik dalších metod těžby. Například ve Spojených státech je mnoho uhelných dolů. Zde metan vyplňuje mezery mezi hnědým a antracitovým uhlím. Aby se zabránilo výbuchům, metan se těží na povrch. Často se používá hydraulické štěpení. Vrtem se čerpá proud vody a vzduchu, což způsobí rozbití přepážek a výstup plynu na povrch.
Pro těžbu plynu z mořského dna se poblíž pobřeží instalují šikmé vrty. Za určitých podmínek se používají plovoucí plošiny, které mají v každém rohu stabilizační prvek, vzhledově připomínající sloup.
Pokud je hloubka ložiska větší než tři tisíce kilometrů, má smysl použít poloponorné plošiny. Takové konstrukce jsou umístěny na pontonech a vybaveny vrtnými soupravami. Na plošinách jsou nádrže s potrubím pro skladování surovin.
Výhody zkapalněného plynu.
Plyn se zkapalňuje, aby se vyřešil problém s přepravou a skladováním. Ochlazuje se na extrémně nízkou teplotu, která je -162 °C.
Bezprostředně před procesem zkapalňování se z plynu odstraňují těžké uhlovodíky, dusík a komplexní sloučeniny různých látek. Zkapalněný zemní plyn má zvýšenou hustotu, což usnadňuje jeho skladování a přepravu.
Naše planeta je doslova protkána četnými sítěmi plynovodů a distribučních sítí. Produkt je dodáván prostřednictvím hlavních, regionálních a domovních sítí, jejichž potrubí se liší průměrem.

Produkce plynu ve světě je vysoce produktivní a nákladově efektivní. Toto palivo neobsahuje oxid uhelnatý, což eliminuje možnost otravy v důsledku neoprávněných úniků.
Města a obce, kde obyvatelé využívají plyn, dbají na ochranu životního prostředí, protože plyn téměř neznečišťuje ovzduší. Za zmínku stojí, že kromě zkapalněného zemního plynu existuje také zkapalněný uhlovodíkový plyn, který je jedním z produktů rafinace ropy.
Toto alternativní palivo obsahuje etan, ethylen, propan a další uhlovodíky. Mezi výhody tohoto plynu patří schopnost dlouhodobě si zachovat své fyzikální a chemické vlastnosti.
Spotřeba plynu v domech a bytech.
Palivo je do městských bytů dodáváno plynovody a v soukromých domech lze instalovat plynojemy. Plynové vozy, které je plní, jsou vybaveny speciálními hadicemi a také čerpadly a kompresorem pro odplynění hadice před jejím odpojením. Před odesláním spotřebiteli musí zkapalněný plyn pro plynojem projít expresní analýzou, během níž se zváží a vypočítá se kapalná fáze bez plynových příměsí.
Plynová nádrž poskytuje majiteli domu řadu výhod.
Není třeba přepravovat nádrže k čerpacím stanicím, protože cisterna na plyn se nachází v podzemí a je plněna speciálně vybavenými cisternami na plyn.

Podzemní plynová nádrž je pro oko neviditelná a nezabírá místo na staveništi. Palivo z cisterny se do nádrže vypustí maximálně do hodiny. Tankování zkapalněného plynu je nutné maximálně jednou ročně. Nejúspornější metodou je však vytápění pomocí lahví. K tomuto účelu se obvykle používá propan a butan. Majitel pozemku si bude muset zakoupit plynové lahve naplněné palivem a připojit je ke společnému rozdělovači s regulátorem tlaku. Pro instalaci skupinových lahví je nutná speciálně vybavená skříň.
Vytápění zkapalněným plynem má kromě zjevných výhod i nevýhody. Použité lahve bude často nutné vyměnit. Navíc při záporných teplotách je plné využití lahve nemožné. A co je nejdůležitější, lahev je zdrojem zvýšeného nebezpečí.
Skladování a přeprava plynu.
Pro skladování zemního plynu byly vyvinuty speciální nádrže s vysokou těsností a nepropustností pro plyn. Zkapalněné suroviny se skladují v ocelových nebo hliníkových nádržích s dvojitými stěnami. Aby se zabránilo zahřívání plynu, mezi stěny se umisťuje vrstva tepelně nevodivých materiálů.
Zásobníky plynu se vytvářejí v hustých horninových vrstvách. Právě zde se skladuje největší množství přírodního paliva. Nejprve se betonují, aby se horniny chránily před zničením. Někdy se jako skladovací zařízení volí hluboký důlní dílo ve formě jámy nebo výkopu. Ten se shora utěsní kovovým poklopem.

Přeprava plynu se provádí převážně potrubím a tankery. Za tímto účelem se na tankerech vytvářejí termobarické podmínky, které se uměle vytvářejí po provedení řady přípravných procesů.
Pro dodávku plynu do tankeru je potrubí prodlouženo až k pobřeží. Kromě toho je nutné vybudovat průmyslový komplex, který bude plyn zkapalňovat. A samozřejmě bude nutné vybudovat i přístav.
I při tak vysokých nákladech bude dodávka plynu ekonomicky opodstatněná za předpokladu, že se konečný bod nachází více než tři tisíce kilometrů od místa výstavby.
Svařování v ochranné atmosféře je považováno za jednu z nejspolehlivějších metod zpracování kovů. Ještě před několika lety byl dostupný pouze pro profesionály. Ale dnes je na téměř všech levných poloautomatických zařízeních pro domácí použití k dispozici speciální režim MIG, určený pro práci s argonem a jinými plyny. Abyste tuto techniku zvládli, analyzujeme, jaké jsou vlastnosti takového svařování, na co je třeba při jeho provádění věnovat pozornost a jak správně nastavit zařízení před zahájením takové práce.
Obecný popis procesu
Tato metoda svařování také zahrnuje roztavení železa při vystavení vysokým teplotám. Má však své vlastní vlastnosti. Práce s ním se provádí pomocí drátu a ochranného plynu.
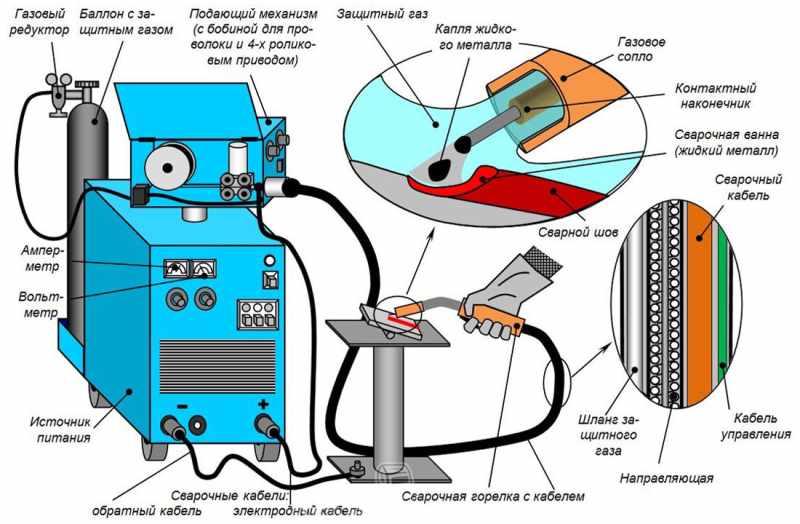
Drát pro tento typ práce se vyrábí v kotoučích. Jeho velikost se pohybuje od 0,6 mm do 1,2 mm. Typicky se pro obrobky, jejichž tloušťka je 4 mm nebo méně, používají vzorky 0,6-0,8 mm. Ale pro silnější díly potřebujete drát o průměru 1-1,2 mm.
Pokud jde o ochranný plyn, používá se jako taková směs oxidu uhličitého a argonu. Můžete se omezit na čistý oxid uhličitý. Je levnější koupit. Švy s ním jsou však méně kvalitní. Tuto možnost lze použít pro hrubé práce. V ostatních případech je lepší vzít směs. Plyn pro svařování je přiváděn do hořáku speciální hadicí. Chrání svarovou lázeň před škodlivými vlivy vnějších faktorů, včetně prachu, nízkých teplot a vlhkosti.
Svařování v ochranné atmosféře má řadu vlastností, které jej odlišují od klasického obloukového svařování. Mezi nimi:
- Žádný kouř při tavení železa.
- Schopnost pracovat s jakýmkoliv materiálem. Pouze tato metoda je vhodná pro zpracování výrobků o tloušťce půl milimetru.
- Žádná struska na hotovém švu.
- Všestrannost. Tato metoda může být použita pro zpracování všech druhů materiálů, včetně nerezové oceli, oceli a neželezných kovů.
- Vysoká rychlost zpracování materiálu ve srovnání s klasickou obloukovou metodou.
Mezi nevýhody tohoto typu svařování patří nemožnost pracovat s obrobky na otevřených prostranstvích (při silném větru nelze řídit proud ochranného plynu).
Klíčové vlastnosti práce
Použití poloautomatického stroje pro svařování kovových obrobků má řadu nuancí:
- Při práci v prostředí s ochranným plynem musí být kladná svorka připojena k hořáku a záporná svorka k obrobku. Pouze pokud pracujete bez ochranného plynu, měli byste přivést obrobek ke kladné svorce a použít speciální typ drátu pro svařování.
- Výběr drátu v souladu s materiálem, ze kterého je obrobek vyroben. Pokud tedy pracujete s hliníkem, budete potřebovat hliníkový drát, pokud pracujete s nerezovou ocelí, budete potřebovat nerezovou ocel.
- Před zahájením práce musíte zkontrolovat stav mechanismu podávání drátu. Pokud to nebude dobře fungovat, nebudete moci získat kvalitní švy.
- Při nastavování rychlosti podávání drátu je třeba vzít v úvahu proud. Čím vyšší je, tím rychleji by se měl drát pohybovat.
- Hrot pro sběr proudu umístěný na hořáku musí být zvolen s ohledem na průměr drátu. Tato položka je spotřební zboží. Čas od času je potřeba změnit. Špičku a trysku hořáku je navíc potřeba čas od času vyčistit, protože se v ní hromadí rozstřik ze svařování. Pokud tak neučiníte, po čase se zařízení ucpe a drát se bude přerušovaně podávat. A to je plné manželství.
- Při práci v sítích s nízkým napětím (méně než 200 V) je vhodné použít tenčí drát. To vám umožní získat vysoce kvalitní šev.
- Při práci s tenkými obrobky se provádí bodové svařování. Tato pracovní technika eliminuje riziko propálení kovu.
- K napájení drátu musíte použít silnou, pevnou hadici. Ohebné části se mohou během provozu ohnout. To zastaví podávání drátu a může zničit šev.
- Před zahájením práce musíte ukousnout špičku drátu, který se objeví z hořáku. Obvykle špatně vede elektrický proud a zabraňuje vznícení zařízení.
Před zahájením práce je také důležité se ujistit, že svítilnu držíte správně. Pokud pracujete v dolní poloze, měla by být nakloněna pod úhlem 60 stupňů k obrobku. Vzdálenost od tohoto zařízení k plechu by měla být alespoň 5 mm, ale ne více než 15 mm.
Obecná pravidla práce
Chcete-li získat vysoce kvalitní švy při práci s prvními obrobky, dodržujte následující pravidla svářeče:
- Ujistěte se, že šev směřuje rovnoměrně přes oba kusy kovu. Jinak skončíte s chatrným spojením.
- Mezi velkými obrobky (jejichž tloušťka kovu je větší než 3 mm) ponechte mezeru 2 mm. Tato vlastnost práce umožňuje získat vysoce kvalitní, jednotný šev. Pokud to neuděláte, šev se ukáže jako povrchní. Při prvním mechanickém zatížení součásti se zlomí.
Před zahájením práce jsou obrobky „uchopeny“ na několika místech nahoře a dole. Čím větší jsou plechy, tím více takových přířezů by mělo být. Tím se zabrání deformaci švu, ke které může dojít v důsledku přehřátí materiálu.
Uvedená doporučení platí pro všechny typy obrobků, se kterými můžete mít to štěstí se vypořádat. Čím dříve si na takové vlastnosti práce zvyknete, tím méně výrobních vad budete mít.
Jak nastavit svářečku pro práci
Před zahájením práce musíte nástroj správně nakonfigurovat. Je třeba nastavit následující parametry svařování:
- síla proudu;
- rychlost podávání drátu;
- tlak plynu (obvykle nastavený v rozmezí 1-2 atmosfér).

V návodu k zařízení naleznete doporučené hodnoty proudu a rychlost podávání drátu pro práci s určitými obrobky. Používejte je pouze jako vodítko. Mějte na paměti, že z různých důvodů nemusí být vhodné pro vaše díly.
Rada: Aby nedošlo k poškození obrobku, nezapomeňte vyzkoušet provoz stroje s určitými nastaveními na nepotřebných kovových vzorcích. To vám umožní určit, zda je pro vás zvolený režim vhodný, a případně upravit provozní parametry zařízení.
Typy svarů
Pro zpracování obrobků doma můžete použít různé typy švů. Jsou klasifikovány podle typu připojení a prostorové polohy.
Typ spojení ve švu může být:
- roh;
- T-tyč;
- překrývající se;
- u kloubu.
Pokud jde o prostorovou polohu švu, může to být:
- horizontální,
- vertikální
- strop;
- spodní
Začátečníkům se doporučuje svařovat obrobky s typem tupého a překrývajícího se spoje s nižší nebo vertikální polohou.
Vertikální šev
Jedná se o jeden ze základních typů svarů, které by měl začínající svářeč ovládat. Směr pohybu hořáku v tomto případě musí být zvolen v závislosti na tloušťce obrobku. Pokud je menší než 3 mm, musíte se posunout shora dolů, pokud je větší než zadaná hodnota, musíte se posunout zdola nahoru. Během provozu musí být hořák umístěn pod úhlem 45 stupňů k obrobku. Při práci musíte dodržovat následující požadavky:
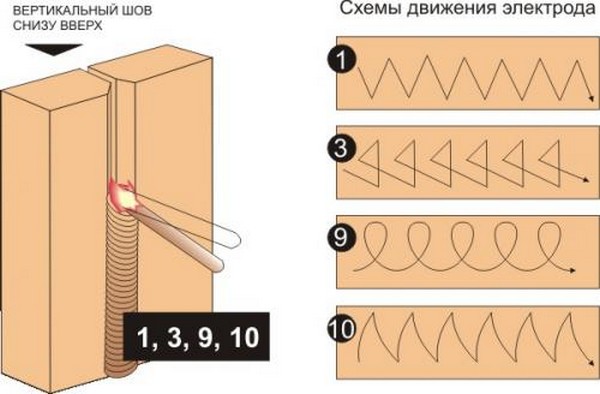
- Sledujte polohu hořáku. Nemělo by se odchylovat od určeného úhlu.
- Pohybujte zařízením rovnoměrně. Pokud se budete pohybovat příliš rychle, šev bude nerovnoměrný. Pokud je to příliš pomalé, můžete materiál poškodit.
- Dodržujte doporučenou vzdálenost mezi hořákem a obrobkem 5-15 mm.
To je celé tajemství, jak dosáhnout rovnoměrného švu. O zbytek se postará poloautomatický svařovací stroj (za předpokladu, že jste jej správně nakonfigurovali).
Jemnost práce s obrobky o tloušťce menší než jeden milimetr
Práce s plechy o tloušťce 1 mm nebo méně je považována za nejobtížnější. Tento názor však většinou zastávají ti lidé, kteří s ním neumí pracovat. Ve skutečnosti není tak těžké se s tím vyrovnat, pokud budete dodržovat základní požadavky na proces svařování.
Ke zpracování tenkých plechů můžete použít jednu z následujících metod svařování:
- Nýtovaný. Pro to musíte udělat otvory v jednom z polotovarů. Díly je třeba překrýt a kov svařit otvory v horní vrstvě.
- Obyčejný. Umožňuje použít jakýkoli typ připojení.
Při práci s tenkými plechy je důležité dodržovat tato doporučení:
- Hořák musí být provozován hladce. Pokud jej držíte na jednom místě, můžete obrobek získat příliv kovu nebo propálit.
- U nýtovací metody musí zpracování materiálu začít od středu. Pokud toto pravidlo porušíte, můžete všechny otvory vyplnit kovem. To vám nedovolí získat vysoce kvalitní švy.
- Síla proudu a rychlost podávání drátu musí být nastaveny na minimální polohy. Jinak může dojít k poškození obrobku.
Díly lze svařovat v malých rozestupech 1-5 cm Pouze pokud potřebujete utěsněný šev, svařujte materiál po celé délce.
Pronikání vzorků o tloušťce větší než 4 mm
Práce s obrobky silnějšími než 4 mm má také své vlastní vlastnosti. Aby se dosáhlo hlubokého proniknutí do takových částí, jsou z nich odstraněny zkosení a samotný hořák je provozován klikatým nebo spirálovým pohybem. A to není vše. Pro získání vysoce kvalitního švu při práci s tlustými obrobky se doporučuje dodržovat tato pravidla:
- Obrobky by měly být umístěny ve vzdálenosti 2 mm od sebe.
- Šířka švu musí být zvolena na základě tloušťky obrobků. Pokud je to například 6 mm, měl by šev přesahovat na každý obrobek alespoň o 3 mm.
Obrobky o tloušťce větší než 5 mm se doporučuje vařit několika způsoby. Nejprve musí být díly spojeny uprostřed a poté musí být obrobky svařeny nad a pod prvním švem.
Závěry
Jak vidíte, práce se svařovacím poloautomatickým strojem není vůbec náročná. Stačí nastudovat technologii svařování v prostředí ochranného plynu. Vyberte potřebný spotřební materiál a dobře cvičte. A pak budete schopni zvládnout prezentovanou technologii zpracování kovů za pár dní.
Další články
05.02.2023/05.02.2023/2323 | 5 | 5 | Hodnocení: 2/XNUMX — hlasů: XNUMX
Recenze novinek v řadě oblíbených zařízení Edon Při provádění odborných činností spojených se svařováním kovů se bez něj neobejdete.
05.07.2021/11.09.2022/3266 | 4.5 | 5 | Hodnocení: 6/XNUMX — hlasů: XNUMX
Poloautomaty Redbo jsou speciální kvalitou pro profesionály Klíčem k úspěšnému provedení jakékoli svařovací práce je správný výběr zařízení.
24.06.2021/30.06.2021/4389 | 5 | 5 | Hodnocení: 3/XNUMX — hlasů: XNUMX
Nejlepší svářečské kukly chameleon od výrobce Redbo 2021 Svářečská maska je nepostradatelnou položkou ve stavebnici svářeče jakékoli úrovně, od kdy.
12.04.2021/22.04.2021/3368 | 4.2 | 5 | Hodnocení: 6/XNUMX — hlasů: XNUMX
Plánujete si domů pořídit levnou svářečku, ale nevíte, jaký model si vybrat? Koneckonců, nechcete utrácet peníze za zbytečné věci.