Jak svařovat kov s invertorem?
Pokud se chcete naučit, jak svařovat tenkou profilovou trubku, pak vám v tomto článku podrobně řekneme, co je k tomu potřeba. Naši odborníci pro vás připravili jednoduché a pracovní postupy pro svařování tenkostěnných profilových trubek.
Přehled
Svařované konstrukce vyrobené z tohoto materiálu jsou lehké a mají také poměrně vysoké ukazatele pevnosti. Získává se z obyčejné trubky plastickou deformací, v horkém nebo studeném stavu. Nejčastěji používaný profil má čtvercový nebo obdélníkový průřez. Naprostá většina je vyrobena z nízkouhlíkové oceli.
Nízkolegované a nerezové oceli se používají v mnohem menším měřítku, kvůli vysoké ceně výsledné konstrukce.
Pro začátečníky je často problémem svařování profilové trubky s invertorem, zejména pokud je tloušťka stěny 1.5-2 mm.
Svářečská kukla je jeden kus svářečského vybavení, na kterém byste neměli šetřit, pokud chcete být zkušeným svářečem a zachovat si svůj zrak. Dobrá maska s náhradou vám bude sloužit mnoho let.
Se správným výběrem vám pomůže prodejní poradce na prodejně. Je lepší si připlatit a pořídit si Maxa Chameleon, který se automaticky stmívá. To je vhodné, abyste viděli, kde je elektroda před zahájením svařování. Běžná maska s filtrem z tmavého skla tuto příležitost neposkytne. Další výhodou chameleona je, že můžete odbíjet strusku bez štítu. Místo toho bude použita samotná maska.
Při provádění svařovacích prací budete potřebovat pomocné nástroje a materiály.
Typy svařování používané pro profilové trubky
Profilová trubka se používá při výrobě kovových rámů a konstrukcí z nízkouhlíkové oceli. Velikosti profilů podle GOST jsou od 10-15 mm do 180-230 mm a tloušťky jsou od 0,8-1,0 mm do 18-20 mm.
Jaký je nejlepší způsob svařování profilové trubky? Chcete-li odpovědět na tuto otázku, musíte pochopit, jak se takové produkty obecně vaří. Pro svařování se používají následující metody:
- Ruční svařování stavnou elektrodou;
- Poloautomatický na CO2;
- V prostředí argonu s nekonzumovatelnou elektrodou.
Druhý typ se používá pro profily malé tloušťky (obvykle do 1,5 – 2,0 mm). Pro malé množství práce se tyto profily svařují ručním obloukovým svařováním s invertorem pomocí tyčových elektrod. Tato metoda je pohodlná, zařízení není drahé a proces nezpůsobuje velké potíže.
V tomto článku na webu mrmetall.ru podrobně odhalíme technologii ručního svařování s invertorem konstrukcí z tohoto materiálu.

Poloautomatické (mechanizované) svařování profilových trubek se používá při výrobě rozměrových svařovaných konstrukcí ve výrobě.
Nepochybnou výhodou této metody je možnost provádění procesu při malých tloušťkách a minimálním tepelném příkonu, což řádově snižuje výsledné deformace.
To platí zejména pro dlouhé švy. Téměř každý může proces provádět poloautomaticky, protože proces je automatizovaný. O tom, co k tomu potřebujete, si přečtěte v našem článku.
Samozřejmě je zde také nevýhoda v podobě obtížnosti při aplikaci tohoto způsobu v podmínkách instalace, protože ochrana proti plynu je odfouknuta poryvy větru. To vede k výskytu defektů a nestabilnímu toku procesu.

Svařování argonem se pro tento typ konstrukce používá jen zřídka kvůli vysoké ceně. Inertní plyn je drahý a způsob má nízkou produktivitu.
Používá se v případech, kdy je potřeba svařovat nerezové výrobky nebo profily velmi malé tloušťky, pak je použití této metody opodstatněné a nenahraditelné.

Pokud potřebujete dokumentaci ke svařování, kontaktujte nás. Vypracování technických map a dalších dokumentů o svařování, řezání, tepelném zpracování po svařování a kontrole.
Jak svařovat profilovou trubku s invertorem
Na tuto otázku odpovíme v článku. Informace v článku budou zaměřeny na začínající svářeče a začátečníky. Svařování profilové trubky invertorem je poměrně jednoduché, proto se svařování touto metodou používá téměř všude. První věc, kterou musíte udělat, je připravit okraje.
První věc, kterou musíte udělat, je vyčistit kov. Můžete jej vyčistit bruskou, drátěným kartáčem nebo pilníkem. Tato povrchová úprava výrazně zlepší výsledek. Rez, vodní kámen, olej, prach a další nečistoty musí být zcela odstraněny. Povrch je vhodné odmastit.
Poté musíte změřit tloušťku základního kovu. To určí další přípravu a zpracování produktu, techniku a režimy, ve kterých bude svařování prováděno.
S tloušťkou 1.5 mm až 3.5-4.0 mm lze proces provádět bez řezných hran. Při tloušťce cca 3 mm je lepší použít ořez hran, aby bylo zajištěno úplné proniknutí.
Polarita je obrácená („+“ – na elektrodě; „-“ – na výrobku). Více o polaritě si můžete přečíst zde.
Které elektrody jsou nejlepší pro svařování profilových trubek 1.5 – 3 mm
Svařovací elektrody se nejlépe používají s rutilovým nebo bazickým povlakem. Pro začátečníky jsou podle nás nejlepší elektrody OK-46, OZS-12, MP-3, které obsahují rutil jako povlak. Poskytuje snadné zapálení a stabilní oblouk. Aby byla konstrukce správně svařena, je nutné věnovat zvláštní pozornost montáži.
Ve většině případů jsou konstrukce sestaveny pomocí cvočků. Podél okrajů spojovaných dílů umístíme podložky pod hrnce. Po stehování upravíme svařovací proud na zkušebním kusu. Tyto parametry se u různých značek elektrod liší. Na obalech s elektrodami výrobce uvádí obecná doporučení a aplikuje je a nastavuje aktuální hodnoty.
Profilová trubka může být svařena dohromady buď od konce ke konci, překrývající se nebo pod úhlem 90 stupňů. Provedením procesu na zkušebním dílu změníme aktuální parametr pro dosažení optimální geometrie svaru.
Kov by se neměl spálit a svařovací oblouk by měl hořet stabilně a snadno se vzbudit. Například pro elektrody MP-3 o průměru 2,5 – 3 mm. Můžete použít svařovací proud v rozsahu 75-80 A.
Způsoby svařování, sílu svařovacího proudu a rozměry spoje je nutné převzít z technického listu. Pokud potřebujete technické mapy, můžete nám napsat pomocí formuláře zpětné vazby, který se nachází úplně dole na stránce. Technické mapy speciálně pro váš případ vám zašleme e-mailem.
Čím menší je průměr elektrody, tím nižší je proudová síla, a proto se výrobek bude méně zahřívat. Při svařování tenkých výrobků se doporučuje používat elektrody co nejtenčí, aby nedošlo k propálení kovu.
Jak svařit profilovou trubku, aby se nespálila
Po dokončení přípravy začneme vařit náš produkt. S tloušťkou dílu 1,5 mm je nutné začít na cvočku, aby nedošlo k propálení tenkého kovu.
Uvažujme o správném pořadí, jak svařovat natupo tenkostěnné díly z profilové trubky:
- Zapálíme oblouk na připínáčku;
- Pohybujeme se po kloubu na vzdálenost asi 10 – 15 mm pod úhlem vzad bez kmitavých pohybů a návratu;
- Oblouk děláme co nejkratší tak, aby se konec elektrody vzdaloval od taveniny svarové lázně maximálně o 1,5 mm. To zajistí lepší ochranu svarové lázně. Když proces probíhá na krátkém oblouku, napětí klesá, což má za následek snížení teploty roztaveného kovu. Přesně takto potřebujete svařit profilovou trubku, aby netekla.
- Když se blížíte ke konci spoje, nemůžete oblouk jednoduše přerušit. Do svarového kovu je potřeba vrátit 20 milimetrů a tam přerušit oblouk. Pokud se tak nestane, na konci švu bude kráter.
- Oklepeme strusku a odstraníme kovové cákance.
Použití chňapek
Pokud jste začínající svářeč, je pro vás lepší svařovat profilovou trubku s invertorem pomocí dalších příchytek. Je třeba je vyrobit nejen podél okrajů, ale také jeden chňapák uprostřed.
Jak již bylo zmíněno, je lepší používat elektrody co nejtenčí: 2,0 – 2,5 mm. Pokud se vám během procesu třese ruka a výška oblouku kolísá, držte elektrodu ukazováčkem levé ruky. Takto se můžete postupně naučit vařit.
Pro začínající svářeče jsou na konci článku velmi užitečná videa, podívejte se na ně. Další způsob, jak se vyhnout vypálení profilu. Pokud kov stále propaluje, existuje pro vás life hack. Do potrubí je nutné osadit obdélník nebo čtverec z kovu, vhodný v průřezu. Například pro profil 20×40 můžete vzít obdélníkový kov 15×35.
Poté musíte produkty spojit a začít vařit. Čtverec odebere teplo a díl se nespálí. Užitečný trik pro začátečníka ve svařování.
Jak svařit profilovou trubku o tloušťce 1.5 mm nebo více
Stejně tak jediný rozdíl je v tom, že při tloušťce 3 mm a více bude průměr elektrod větší. Dalším způsobem, který vám může pomoci, je doplnění procesu s mezerou. Při této metodě se oblouk zapálí i na cvočku, dojde k mírnému zpoždění a přeruší se.
Dále se oblouk zapálí ve svařované oblasti, „bod“ se znovu svaří a znovu se odlomí. Při této metodě může být svařovací proud vyšší než cca 95 -115 A. Oblouk se lépe zapálí a elektroda se nepřilepí.
Vlastnosti svařování rámu z profilové trubky
Rámy vyrobené z profilových trubek jsou velmi oblíbené. Jsou lehké, odolné, levné, jednoduché a rychlé na výrobu.
Rozdíly při svařování rámů jsou prostorové polohy svarů. Dalším znakem je deformace, které podléhají všechny svařovací produkty. Svařované spoje používané pro tento typ výrobku jsou regulovány GOST 5264. Nejčastěji se používají tupé spoje C17 a také T-spoje T1.
Nyní o deformacích a jak se s nimi vypořádat. Velmi často se stává, že při montáži vyjde najevo, že trubka není vyrobena dostatečně kvalitně a má nerovné boční hrany.

Tím se zvětší mezery během spojování a během procesu svařování bude muset být naneseno více kovu a výrobek se více zahřeje. Zde dochází k deformacím při svařování; K zabránění pohybu konstrukce a ke snížení těchto nárazů se používají speciální zařízení – vodiče. Fixují konstrukční prvky, aniž by dovolily odchylky od specifikovaných rozměrů.
Použití přípravků výrazně zvyšuje rychlost a přesnost montáže výrobků, která je nepochybně vyžadována při sériové výrobě konstrukcí. Velké konstrukce musí být pevně připevněny ke skluzu pomocí svorek. Díly jsou v rozích slepené. Provedení se provádí na opačné straně instalovaných cvočků.
Začneme vařit od středu, postupně se pohybujeme směrem k okrajům. Při svařování profilů různých tlouštěk je nutné zapálit oblouk na silnější trubce a přejít na tenčí. Kmity mohou být provedeny buď kruhově nebo klikatě.
Vertikální šev při svařování profilové trubky
Pokud potřebujete krásně a efektivně svařit profilovou trubku ve svislé poloze, držte elektrodu pod úhlem dopředu. Tím se zabrání vytékání roztaveného kovu v důsledku tlaku oblouku. Pokud se svařují díly s různou tloušťkou, pak se oblouk zapálí na silnějším. Nejjednodušší schéma vypadá takto:
- Na silnější části zapálíme oblouk, proces se provádí zdola nahoru;
- Elektrodu vedeme pod úhlem dopředu, čímž zabráníme vytékání kovu svarové lázně;
- Elektrodu přesuneme na tenkou část (s minimálním zpožděním na povrchu);
- Zlomíme oblouk (platí pro začátečníky);
- Pro zkušenější se přesuneme do silnější části jen o něco výše, přičemž elektroda rozkmitá jaksi cik-cak.

Svařovací profilová trubka – Stropní poloha
Při svařování v nejnevhodnější poloze, která se nazývá strop, je technika stejná jako u svislé polohy.
Pro začínající svářeče je lepší použít metodu stahování. U této metody se to provádí jakoby s tečkami. Zapálili jsme oblouk, roztavili bod a odřízli ho. Pokud můžete vařit bez přerušení, pak je nejlepší dělat kruhové pohyby, ne velké.
Úhel elektrody směřujeme k silnější části. Síla proudu v této poloze pro způsob se separací je 75-95A a v případě provádění procesu bez separace je menší než asi 65-75A.
Svařování profilové trubky pod úhlem. Svařování vodorovných švů.
V případě, že jsou produkty umístěny vzájemně pod úhlem 90 stupňů, je třeba vzít v úvahu několik vlastností. Je nutné vařit na svisle umístěné trubce, protože bude mít větší odvod tepla (na obou stranách svaru). Tím se sníží možnost propálení a sníží se deformace konstrukce. Nakloňte elektrodu směrem k vertikálnímu stojanu.

Proces se separací je stejný jako v předchozím případě. Každý bod vaříme obloukem zapáleným u předchozího bodu. U netrhací metody je nutné pohybovat elektrodou po kloubu bez vibrací (tam a zpět). Výsledkem je progresivní pohyb k sobě od sebe a zase k sobě. Tato metoda je také vhodná pro provádění procesu v různých úhlech 45, 60, 90 stupňů.
Svařovací zařízení pro svařování profilových trubek
Ve většině případů, kdy jsou konstrukce svařovány pomocí ručního obloukového svařování, je svařovacím strojem invertor. Invertor je moderní zdroj energie s nízkou hmotností a velmi širokými možnostmi.
Používají se také svařovací generátory a také usměrňovače, které zajišťují, že svařovací proces probíhá na stejnosměrný proud.
Pro poloautomatické svařování se používají zařízení skládající se z: invertoru, podavače drátu, svařovacího hořáku a plynového zařízení.
Plynové zařízení ve formě plynové láhve, redukce, hadice a ohřívače se nepoužívá, pokud je použit plněný drát.
K provádění procesu v argonu se používají invertory a usměrňovače a používá se stejné plynové zařízení jako u poloautomatů. Proces se provádí pomocí nekonzumovatelné wolframové elektrody. Elektroda je instalována ve svařovacím hořáku a s ní se provádí samotný proces svařování.
Chcete-li svařovat profilovou trubku vlastníma rukama, není potřeba mnoho znalostí. Hlavní věc je touha problém vyřešit a na to existuje mnoho zdrojů. V našem článku jsme hovořili o možných metodách a metodách svařování profilů.
Video – Jak správně svařit profilovou trubku pomocí elektrického svařování
Pokud máte nějaké dotazy, můžete se jich zeptat v komentářích a naši odborníci vám pomohou.
Abyste mohli kdykoli v domácí dílně nebo na osobním pozemku provádět práce související se spojovacími prvky kovových konstrukcí, stačí si pořídit moderní svářečku a naučit se svařovat se svařovacím invertorem.

Svářečské práce jsou již dlouho rozšířeny nejen ve seriózní výrobě, ale také v každodenním životě.
Konstrukce a výhody invertorových svařovacích strojů
Velká obliba invertorových zařízení mezi domácími řemeslníky je vysvětlena skutečností, že pomocí takových kompaktních zařízení, která jsou zároveň lehká, je možné vyrobit vysoce kvalitní, spolehlivé a přesné svarové spoje i bez vysoké kvalifikace.
Konstrukce jakéhokoli svařovacího invertoru se skládá z takových prvků, jako jsou:
- napájecí zdroj s usměrňovací jednotkou a filtrem;
- invertorová jednotka, která převádí stejnosměrný proud na vysokofrekvenční střídavý proud;
- transformátor pro snížení napětí vysokofrekvenčního proudu;
- výkonový usměrňovač určený k výrobě stejnosměrného proudu na výstupu zařízení;
- elektronická jednotka, která provádí funkce ovládání zařízení.

Ovládací a konstrukční prvky svařovacího invertoru na příkladu stroje Fubag
Inovativní technologie implementované do konstrukce střídačů umožňují bez problémů získat vysoce kvalitní svarové spoje. Díky své skladnosti taková zařízení nezaberou mnoho místa a díky nízké hmotnosti (5–15 kg) je lze bez větších potíží kamkoli přemístit.
Pokud se naučíte správně obsluhovat invertorový svařovací stroj, můžete jej použít ke svařování jakýchkoli kovových konstrukcí. Každý nový invertor je dodáván s pokyny, ze kterých může majitel zařízení získat mnoho užitečných informací: jak správně připojit zařízení, jakou elektrodu zvolit pro svařování výrobků z určitého kovu atd.
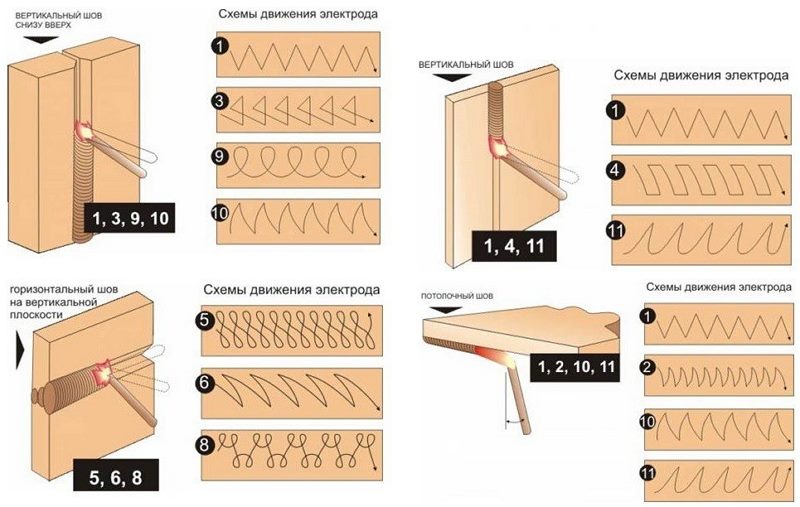
Vzory pohybu elektrod v závislosti na typu švu (kliknutím zvětšíte)
Často se však do rukou domácího řemeslníka dostane invertorové zařízení, jehož návod není přeložen do ruštiny nebo zcela chybí. Je velmi důležité naučit se s takovým invertorem správně pracovat, protože pokud budete jednat náhodně, bude obtížné efektivně svařovat kov. Kromě toho se můžete setkat se selháním zařízení.
Pokud však budete dodržovat obecně uznávaná pravidla, můžete pracovat na jakémkoli modelu měniče a efektivně řešit všechny úkoly. Po pečlivém prostudování těchto pravidel se podívejte na tréninkové video, které pomůže posílit teoretický materiál vizuály.
Jak připravit zařízení k provozu
Než začnete svařovat kov, připravte si veškeré potřebné vybavení, které zajistí vaši bezpečnost: svářečskou masku, speciální oděv ze silné tkaniny, pracovní obuv a rukavice, které by měly být také vyrobeny ze silného materiálu.

Moderní svářečská maska typu “Chameleon”.
Aby byl svar kvalitní, je nutné zvolit správné elektrody. Jejich typ a průměr se volí v závislosti na kovu, ze kterého jsou spojované díly vyrobeny, na jejich tloušťce a také na způsobech svařování. Protože povrchy svařovaných obrobků musí být důkladně očištěny, musíte si také připravit kartáč se štětinami z kovového drátu.
Před připojením střídače k elektrické síti je třeba zkontrolovat, zda parametry sítě odpovídají vlastnostem připojeného zařízení.
Tyto parametry zahrnují sílu elektrického proudu a hodnotu napětí, které musí být v rozsahu uvedeném v pasu pro střídač. Zařízení by mělo být připojeno k napájení přes automatický jistič, který zabrání poruše zařízení v případě zkratu v jeho elektrickém obvodu nebo prudkého zvýšení napětí z jiného důvodu.

Připojení svařovacího invertoru k domácí síti
Před zahájením svařování je nutné se postarat o stav pracoviště. Střídač by měl být instalován na rovném povrchu a kolem jeho těla by měl být dostatek místa, aby byl zajištěn volný pohyb vzduchu, díky čemuž je zařízení přirozeně větráno. Tělo přístroje nezakrývejte látkou, která omezí proudění vzduchu k jeho ventilačním mřížkám.
Proces svařování je doprovázen vysokými teplotami a rozstřikováním roztaveného kovu, proto by na pracovišti neměly být žádné hořlavé, požární nebo výbušné látky.
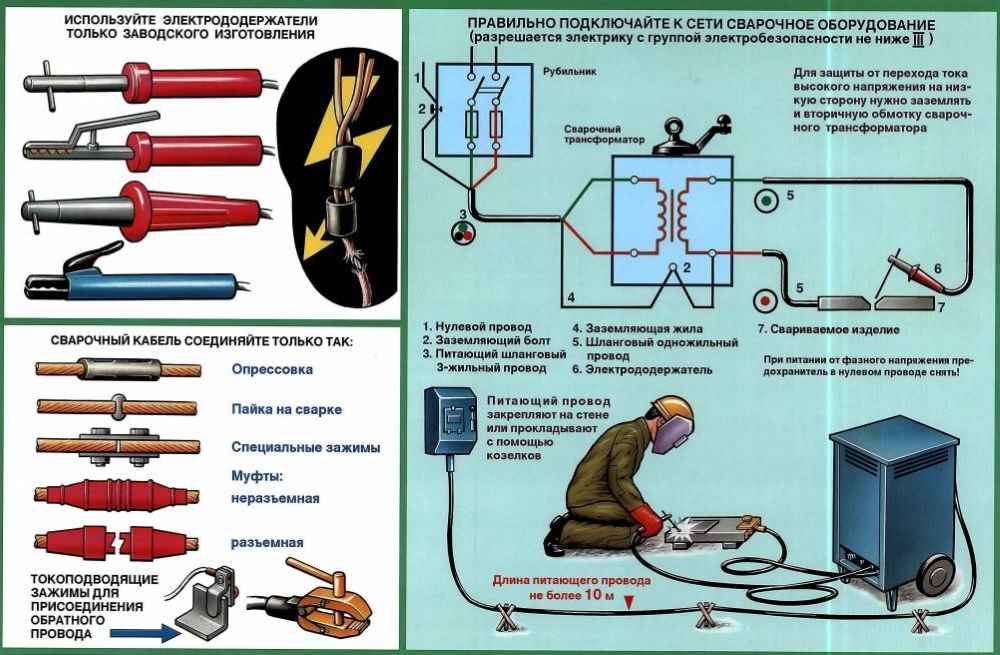
Důležitá pravidla elektrické bezpečnosti při svařování (kliknutím zvětšíte)
Po dokončení všech přípravných činností a splnění bezpečnostních požadavků můžete přistoupit k následujícím akcím:
- připojení napájecího a zemnicího kabelu k odpovídajícím konektorům střídače;
- upevnění hmotnostního kabelu na části, které mají být svařeny (k tomu se používá speciální svorka);
- připojení zařízení ke zdroji napájení a nastavení provozních režimů svařování na něm;
- upevnění elektrody ve svařovacím držáku.
Posloupnost a správnost provádění takových akcí dobře demonstruje tréninkové video. Nyní, když je střídač připojen k elektrické síti a elektroda v jeho držáku je připravena k použití, můžete začít svařovat.
Vlastnosti svářečských prací pomocí invertorových zařízení
První věc, kterou musíte udělat, abyste mohli začít vařit s invertorem, je zapálit elektrický oblouk mezi povrchem součásti a špičkou elektrody. Za tímto účelem provádí škrábavý pohyb podél povrchu obrobku, v důsledku čehož by se měl objevit jasný záblesk. Kov v zóně oblouku se začne tavit. Jak správně a rychle zapálit oblouk se můžete naučit sledováním tréninkového videa.
Při provádění svařování je důležité sledovat délku oblouku, která by měla přibližně odpovídat průměru použité elektrody (v tomto případě budou díly rovnoměrně nataveny, což umožní vytvoření kvalitního svaru) . Je nutné zajistit, aby k takovému průniku docházelo rovnoměrně v průběhu celého procesu svařování.
Kvalitu a spolehlivost svaru ovlivňuje také polarita připojení napájecího kabelu měniče a zemnicího kabelu. Pro správnou volbu této polarity musíte přesně vědět, z jakého materiálu jsou spojované díly vyrobeny. Většina druhů oceli a jiných kovů se nejlépe svařuje s přímou polaritou, pouze některé slitiny jsou kombinovány s obrácenou polaritou.
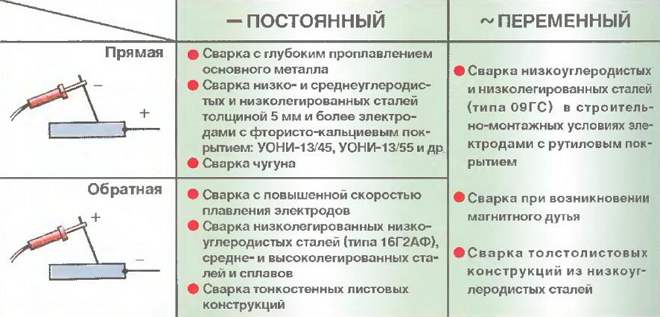
Jak zvolit polaritu svařování
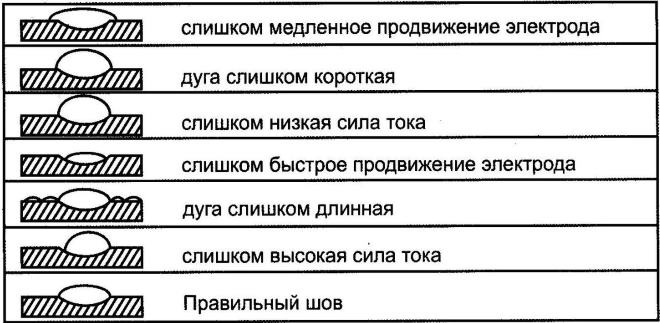
Konstrukce moderních svařovacích invertorů zajišťuje plynulou a účinnou regulaci pracovního proudu, díky čemuž je práce s takovými zařízeními jednoduchá a pohodlná i pro začínající svářeče. Že je svařovací proud zvolen nesprávně, můžete posoudit na základě řady faktorů. Pokud je tedy příliš malý, pak se svarový šev ukáže jako příliš konvexní a úzký a díly jsou v takových případech špatně tavené. Pokud je proud příliš vysoký, dochází k intenzivnímu rozstřiku roztaveného kovu a na povrchu spojovaných dílů se mohou objevit popáleniny.
Volba svařovacího proudu závisí na průměru elektrody, se kterou budete svařovat. Při svařování kovu o tloušťce jednoho až tří milimetrů elektrodami o průměru do 1,5 mm se tedy volí síla svařovacího proudu v rozmezí 20–60 A. V případě použití tyčí většího průměru, které lze svařovat kovy o tloušťce 4–5 mm, síla svařovacího proudu se volí do 100 A.
Při sledování školícího videa nebo při sledování práce kvalifikovaného specialisty se začínající svářeči často zajímají o to, proč se z povrchu hotového svaru odklepává struska. To se provádí za prvé, aby se zkontrolovala kvalita svaru a za druhé, aby hotový spoj získal atraktivní vzhled. Šev zbavený strusky ukazuje všechny chyby vzniklé při svařování.

Čištění svaru bruskou
Samozřejmě nepočítejte s tím, že začínající svářeči (nebo tzv. panáci) budou hned vyrábět krásné a kvalitní svary. Mistrovství, včetně svařování, nepřichází okamžitě po seznámení se s teoretickým materiálem a sledováním videí, rozvíjí se pouze prostřednictvím zkušeností.
Jak vybrat správný svařovací invertor a elektrody k němu
Velkou roli pro vytvoření kvalitního a spolehlivého svarového spoje hrají správně zvolené elektrody. Není možné se naučit, jak je vybrat z videa, abyste to udělali, měli byste dodržovat obecně uznávaná doporučení a následující zásady.
- Při práci se středně a nízkouhlíkovou ocelí se používají uhlíkové elektrody.
- Legované oceli jsou svařovány pomocí elektrod vyrobených v souladu s GOST 10052-75 a 9466-75.
- Pro svařování litinových výrobků se používají výrobky třídy OZCh-2.
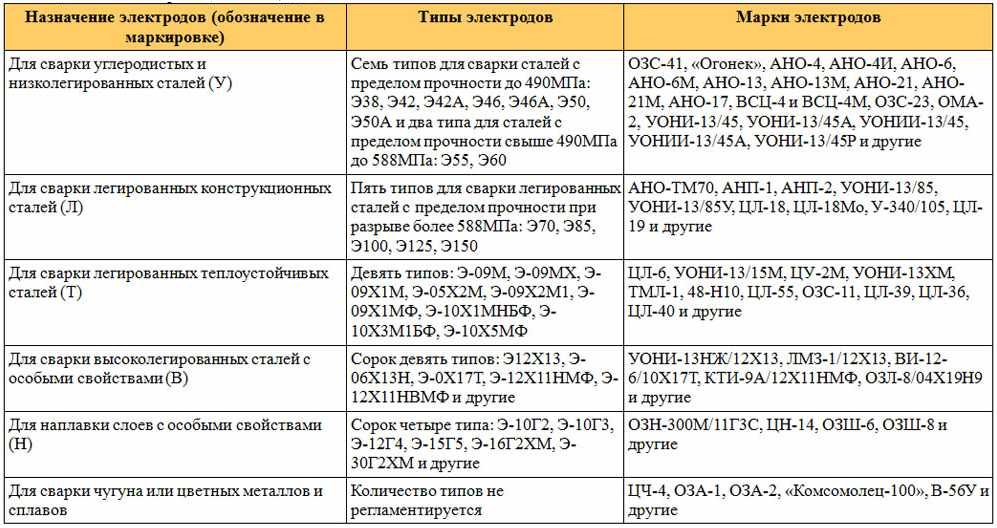
Rozdělení elektrod podle typu a účelu (kliknutím zvětšíte)
Nejběžnější značkou domácích elektrod používaných pro svářečské práce je UONI. Kovové konstrukce, na které se nevztahují zvýšené požadavky, lze svařovat výrobky značek ANO a MP-3.
Pokud se chystáte zakoupit svařovací invertor pro použití v domácí dílně, na osobním pozemku nebo ve venkovském domě, postupujte podle následujících doporučení.
- Maximální hodnota svařovacího proudu je 160–200 A. Je lepší okamžitě zakoupit stroj, ve kterém může být tato hodnota poměrně vysoká, protože zařízení se skromnějšími parametry vám neposkytne možnost svařovat díly velké tloušťky.
- Napětí naprázdno by nemělo přesáhnout 90 V, je lepší zvolit měniče, u kterých je tento parametr v rozmezí 50–60 V.
- Doba zapnutí (PO) (parametr, který udává, jak dlouho může zařízení fungovat bez přerušení) je nejlepší zvolit v rozsahu 40–80 %.
Vzhledem k tomu, že napětí v domácích elektrických sítích je velmi nestabilní a často se vyznačuje výraznými rázy a poklesy, je lepší zvolit střídač, který dokáže pracovat v širokém rozsahu napájecích napětí.
Chcete-li eliminovat vliv takových vlastností elektrických sítí na svařování, můžete si vybrat invertorový svařovací stroj, který je schopen provozu jak z centralizované elektrické sítě, tak z autonomního zdroje elektrického proudu – benzínového nebo dieselového generátoru.