Brusný kotouč: druhy brusných kotoučů, jejich označení
brusný kotouč – nic víc než mechanizovaný brousek. Vyrábí se ze zrn abrazivních materiálů smíchaných s pojivem. Vzniklá hmota je lisována do požadovaného tvaru a lepena pod tlakem při vysoké teplotě. K jeho použití stačí mít jakýkoliv rotační pohon s elektromotorem (nebo jinou pohonnou jednotkou), na jehož ose je disk uchycen.
Mohlo by vás také zajímat následující:
Hlavní typy brusných kotoučů
– Přerušení. Navrženo pro řezání tvrdých materiálů s minimální námahou. Nejčastěji se používají v ručních úhlových bruskách (bruskách), ale lze je instalovat i na stacionární řezací zařízení. Jedná se o plochý (až několik milimetrů silný) kotouč vyrobený z abrazivního materiálu, spojený pojivem a vyztužený výztuží. Pracovní hrana kotouče seškrabuje třísky z povrchu zpracovávaného materiálu a vytváří řez. V tomto případě se průměr kotouče zmenšuje a povrch zůstává vždy připraven k použití, tzn. Disk je samoostřící.
Rozděleno podle druhu zpracovávaného materiálu:
Pro kov. Používá se pro řezání trubek, profilů a plechů.
Pro beton a železobeton. Používá se pro řezání drážek v betonových konstrukcích.
Pro kámen. Používají se k dodání požadovaného tvaru kamenným a keramickým obrobkům.
Broušení.Používá se na smirek. Pomocí takových kotoučů můžete brousit nástroje vyrobené bez použití tvrdých slitin, stejně jako dokončovací obrobky různých tvarů.
Cupided. Používají se pro ploché broušení s koncovou částí a ostření zubů řezných nástrojů, například kotoučových pil.
Pro domácí ostřicí stroje se zpravidla používají univerzální rovné profilové brusné kotouče, které lze v případě potřeby snadno změnit na talířové kotouče pro ostření kotoučové pily. Obecně jsou hlavní výhodou brusných kotoučů jejich široké možnosti použití. S primitivním ostřicím strojem a minimální sadou brusných papírů ve vaší domácí dílně můžete provádět téměř jakoukoli práci na ostření, povrchové úpravě a leštění výrobků z nejrůznějších materiálů.
Brusné kotouče při správném použití vyžadují určité vybavení k zajištění opracovávaného povrchu nebo alespoň vodítka.
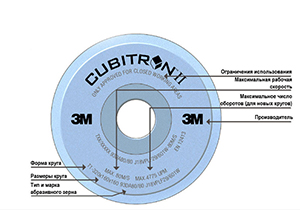
Značení brusných kotoučů
Pro usnadnění výběru brusného nástroje bylo vyvinuto jednotné označení, které je naneseno nesmazatelnou barvou na povrch kotouče a je přítomno na originálním obalu.
Značení se provádí v souladu s GOST 2424 od roku 2008. První hodnota je zkratka výrobce. Druhým významem je materiál, ze kterého je brusný kotouč vyroben.
13A, 14A, 15A, 16A – normální elektrokorund, barva materiálu – růžová, červená, hnědá. Docela měkký, během provozu se nezahřívá.
23A, 24A, 25A – bílý elektrokorund, tvrdší, ale stále křehký. Vysoké abrazivní vlastnosti.
32A, 33A, 34A – chromový elektrokorund, vysoký výkon při broušení.
37A – titanový elektrokorund, hlavní vlastností je zvýšená viskozita. Používá se při práci s velkou tloušťkou úběru ošetřovaného povrchu
38A – zirkonový elektrokorund, nejvyšší pevnost mezi elektrokorundy. Schopný odolat silnému tlaku na nástroj, zejména při provádění hrubovacích prací
43A, 44A, 45A – rodina monokorundů, velmi pevná zrna s ostrými vyčnívajícími hranami. Používá se pro broušení tvrdých slitin
53С, 54С – černý karbid křemíku, vysoká mechanická pevnost. Našel uplatnění při zpracování litiny, skla a neželezných kovů. Prakticky žádné opotřebení
62С, 63С, 64С – zelený karbid křemíku, oblast použití – ostření tvrdokovových řezných nástrojů včetně pobeditových hrotů. Leštění keramiky
Zrnitost (drsnost) brusného materiálu je v souladu s GOST R 52381-2005 nebo FEPA (ISO 8486) podle evropského certifikačního systému. Označeno ve velmi širokém rozsahu. Nejjemnější zrno F220 odpovídá velikosti 50 mikronů. Průměrné zrno F46 – 400 mikronů. Velké F4 se měří v milimetrech.
– Tvrdost kola podle GOST R 52587-2006, to znamená schopnost obilí držet ve svazku. Má vzájemně se vylučující vlastnosti. Takový kotouč se opotřebovává méně, ale velmi ohřívá obrobek, až na tkzv. „popáleniny“. Měkký – šetrný k materiálu, ale rychle ztrácí tvar a vyžaduje časté úpravy. Kola jsou klasifikována podle tvrdosti pomocí latinské abecedy ve vzestupném pořadí:
F, G, H, I, J – měkké
K, L, M, N – střední
O, P, Q, R, S – pevná látka

T, U, V, W, X, Y, Z – velmi těžké
– Struktura materiálu (hustota brusiva vzhledem k objemu kotouče). Čím vyšší hodnota, tím nižší hustota a tím i odvod tepla. Ne vždy uvedeno.
0, 1, 2, 3, 4 hustota 68–54 %
5, 6, 7, 8 hustota 53–48 %
9, 10, 11, 12 hustota 44–38 %
13, 14 a více hustota 36-34 % a méně
– Hlavní typy spojovacího materiálu. Ve skutečnosti existuje mnohem více pojivových materiálů, ale při sériové výrobě brusných kotoučů se nepoužívají více než tři.
V – keramická vazba
B – bakelitová vazba
R – vulkanitová vazba
– Geometrický tvar kruhu. Například: PP – rovný profil, PVK – s kuželovou drážkou, ChK – miskovitý kužel. Kruhový tvar je zřejmý, takže tento typ značení není tak významný.
Výrobce může uvést i geometrické rozměry, kde je důležitý především průměr montážního otvoru a maximální rychlost otáčení kola. Značení brusných kotoučů tedy zahrnuje strukturu materiálu, ze kterého je kotouč vyroben, tvrdost kotouče, hlavní typy pojivového materiálu a zrnitost.
Brusiva jsou nástroje a součásti, které se používají pro mechanické opracování různých povrchů. S jejich pomocí můžete brousit, leštit, loupat a tvarovat přířezy z překližky, dřeva, kovu, počítačových čipů a výrobků ze skla. Brusiva mohou být přírodního nebo umělého původu. Během provozu se opotřebovávají, oddělují se z nich malé částice a na jejich místě se objevují nové ostré prvky. Nejoblíbenější brusné kotouče jsou pro opracování různých povrchů.
Účel abrazivních materiálů
Brusivo se používá k leštění obrobků, při kterém se povrch výrobků stává hladkým, bez otřepů, výstupků a jiných vad. Zpracování je nezbytné nejen pro zatraktivnění obrobků, ale také pro zlepšení jejich technických vlastností. Brusné kotouče se používají v každodenním životě a průmyslu k broušení pohyblivých součástí, aby se minimalizovalo tření a zajistil se produktivní a efektivní provoz obráběcích strojů. Zpracovávají se různé materiály: dřevo, kov, plast, kámen, sklo atd. Brusiva se používají v následujících technologických procesech:
Druhy brusiv
Aby práce dobře odvedla, je nutné určit, jaký brusný materiál v konkrétním případě použít. Rozsah je poměrně široký, takže je důležité porozumět zamýšlenému účelu brusných nástavců a umět přečíst jejich označení. Hlavním kritériem, podle kterého jsou všechna brusiva klasifikována, je původ. Mezi přírodní patří oxid křemičitý, silikáty, oxid hlinitý a uhlík. Umělé se získávají zpracováním surovin při vysokých teplotách (až 2000 stupňů) ve speciálních elektrických pecích. Mezi nejoblíbenější brusiva umělého původu patří karbid křemíku a tavený oxid hlinitý.
Nejpoužívanější typy brusiva jsou:
Brusiva se používají k ostření nástrojů, zpracování tvrzeného skla, diamantů, rubínů, kovoobrábění, dřevoobrábění, stejně jako osazování keramických obkladů, kamene a tvrzených umělých pryskyřic.
Jak vybrat brusné kotouče
Nabídka brusných kotoučů je velmi široká. Liší se v různých parametrech. Každý má určitý soubor vlastností, které je třeba vzít v úvahu při výběru. Při nákupu brusiva je důležité určit účel, ke kterému se bude používat. Pro různé technologické procesy se používají různé trysky. Při použití nesprávně zvoleného kotouče hrozí poškození obrobku nebo neefektivní zpracování.
Tvar kruhu
Jednou z hlavních charakteristik brusných kotoučů je typ profilu nebo jeho geometrický tvar. Podle tohoto parametru jsou produkty rozděleny do téměř 40 kategorií. Zde jsou nejčastější:
Požadavky a normy na označování jsou uvedeny ve státních normách, zejména v GOST 2424-75.
Průměr
Abrazivní trysky se vyznačují nejen svým geometrickým tvarem, ale také svými rozměry D x T x H, kde D je vnější průměr, T je výška, H je vnitřní průměr. Na značení se dále dočtete tyto údaje: průřez, tloušťka diamantové vrstvy, provedení výrobku. Podrobný popis brusných nástavců podle typu profilu a dalších parametrů je uveden v GOST 24747-90.
Při výběru typu a průměru trysky je nutné vzít v úvahu technické vlastnosti nástrojů a zařízení, se kterými se trysky používají, a také konfiguraci, velikost, tvar a materiál obrobku. Velikost je určena počtem otáček vřetena.
Obilí
Zrnitost je vlastnost, která určuje čistotu zpracovávaného povrchu, jeho přesnost a hladkost. Zrno je pevné těleso, krystaly nebo jejich srůsty. Podle mezinárodních standardů je tento indikátor označen písmenem F s číslem. Při výběru brusného kotouče podle parametru zrnitosti je třeba vzít v úvahu následující ukazatele: typ materiálu, ze kterého je obrobek vyroben, drsnost.
značkování
Technické vlastnosti brusného kotouče si můžete přečíst pomocí označení. Měl by obsahovat následující informace:
Pokud je tedy například brusný kotouč označen takto: 25A F46 L V6 35 B3, lze jej dešifrovat následovně: 25A – bílý elektrokorund, šířka zrna F46 nebo 46 mikronů, L – středně měkký, 6 – střední struktura, maximální rychlost otáčení kola 35 m/s, přesnost B, nestabilita 3.
Typ svazku
Pro získání trysky ze surovin se používají speciální pojiva. Částice prášku nebo zrnu jsou navzájem spojeny jedním ze tří způsobů.
Nejčastěji se používají brusné kotouče s keramickým nebo bakelitovým pojivem. Mezi jejich přednosti patří vysoká pevnost spojení zrn, odolnost proti opotřebení, odolnost vůči vysokým teplotám a chemickým činidlům.
Tvrdost/hustota
Tvrdost brusiva a tvrdost brusného kotouče jsou dva různé ukazatele. Tvrdost kola určuje schopnost nástavce odolávat zatížení během provozu. Tato vlastnost závisí na zrnitosti a kvalitě pojiva. Na základě tvrdosti/hustoty jsou kruhy rozděleny do následujících skupin:
Při výběru trysky na základě tohoto parametru byste měli vzít v úvahu vlastnosti technologického procesu a vlastnosti materiálu, ze kterého je obrobek vyroben. Pokud zvolíte kruh, který není vhodný pro svou hustotu, můžete narazit na problémy, jako je spálení pracovní plochy nebo vznik trhlin v obrobku.
Rychlost otáčení
Kvalita zpracování do značné míry závisí na rychlosti otáčení brusného kotouče. Normální je až 50 m/s, vysoká rychlost – více než 50 m/s. Druhá možnost se volí, pokud je požadována vysoká přesnost broušení. Volba rychlosti otáčení brusného kotouče závisí na následujících faktorech:
Maximální rychlost otáčení kola je uvedena na označení. Tento parametr se bude lišit v závislosti na typu a účelu trysky.
Třída nestability/nevyváženosti
Tato charakteristika je určena nevyvážeností hmoty a závisí na přesnosti geometrie, stejnoměrnosti konzistence brusné hmoty a kvalitě trysky. Podle tohoto ukazatele jsou brusné kotouče rozděleny do následujících tříd: 1, 2, 3, 4.
Kupte si brusné kotouče v internetovém obchodě SMiT24
Brusné materiály se také liší cenou a kvalitou. Při výběru kol doporučujeme dát přednost produktům známých značek.