Tepelné zpracování oceli třídy 45 – procesní technologie
Ocel 45 (st 45) je středně uhlíková konstrukční ocel, žádaná ve strojírenství a dalších výrobních odvětvích. Důvodem její popularity jsou vynikající mechanické vlastnosti, dobrá obrobitelnost a dostupná cena. Pro plné využití potenciálu oceli je však nutné vysoce kvalitní tepelné (termické) zpracování, které zahrnuje několik typů: kalení, žíhání, normalizace a popouštění.
Kalení oceli 45
Kalení oceli třídy 45 je jedním z nejsložitějších a nejodpovědnějších procesů tepelného zpracování, protože vyžaduje přesné dodržování teploty a doby ohřevu. Během procesu kalení se ocel třídy 45 zahřívá na 820–840 °C. Toto teplotní rozmezí umožňuje plnou austenitizaci, kdy se struktura oceli stává plošně centrovanou. To je klíčová fáze pro následnou tvorbu martenzitu.
Jak funguje kalení:
- Ocel 45 se zahřívá na 820–840 °C. Je důležité udržovat tuto teplotu po dostatečně dlouhou dobu, aby se struktura zcela transformovala do austenitické fáze. V praxi se horní teplotní limit často volí pro zvýšení rychlosti zpracování.
- Ocel je držena. Je nutné zarovnat konstrukci. Je důležité zajistit dobu ohřevu 1 minutu na každý milimetr tloušťky dílu.
- Klíčovou fází kalení je ochlazování, kdy se kov rychle ochladí ve speciálním médiu – ve vodě nebo nejčastěji v oleji. Olej zabraňuje praskání a deformaci kovu.
Při správném kalení získává ocel 45 martenzitickou strukturu, která zvyšuje tvrdost na HRC 56–59, ale vyžaduje dodatečné zpracování k odstranění vnitřního pnutí. Bez následného popouštění se ocel stává příliš křehkou, což omezuje její použití.
Popouštění oceli 45 po kalení

Popouštění je krok tepelného zpracování prováděný po kalení. Jeho účelem je snížit křehkost a uvolnit vnitřní pnutí, které vzniká v důsledku rychlého ochlazování během fáze kalení.
V závislosti na teplotě popouštění lze rozlišit tři hlavní režimy:
- Popouštění za nízkých teplot (150–250 °C). Ocel si zachovává vysokou tvrdost, ale snižuje vnitřní pnutí. Tato metoda se často používá pro nástroje s vysokou odolností proti opotřebení.
- Středněteplotní popouštění (250–500 °C). Umožňuje snížit tvrdost na HRC 35–50, čímž se zvyšuje plasticita a rázová houževnatost. Tato metoda je vhodná pro kovové výrobky pracující pod zatížením.
- Vysokoteplotní popouštění (500–650 °C). Po takovém zpracování ocel získává komplexní mechanické vlastnosti, stává se pevnou a odolnou proti nárazu (asi 220 HBS). Tato metoda se používá pro strojní součásti, jako jsou hřídele, ozubená kola a vřetena.
Během popouštění dochází ke změnám v mikrostruktuře: nejprve se ničí martenzit, poté se tvoří částice cementitu, které přispívají k vytvoření plastičtější struktury. Díky tomu se ocel stává méně křehkou a lépe odolává rázovému zatížení.
Žíhání oceli 45
Žíhání je proces tepelného zpracování, který zahrnuje ohřev, udržení a pomalé ochlazování kovu v peci. Používá se k uvolnění zbytkového pnutí a zlepšení obrobitelnosti. Existují dva typy žíhání:
- Primární žíhání (500–630 °C) snižuje pnutí, zlepšuje obrobitelnost a udržuje strukturu kovu nezměněnou.
- Sekundární žíhání (770–840 °C) je navrženo pro zjemnění zrn a vytvoření feriticko-perlitové struktury, která zvyšuje rázovou houževnatost oceli.
Žíhání oceli 45 je nezbytné pro přípravu kovu k kalení a zlepšení jeho strukturálních vlastností.
Normalizace oceli 45
Normalizace zahrnuje ohřev na teploty podobné žíhání a pomalé ochlazování na čerstvém vzduchu. Výsledkem je, že ocelová struktura získá jemnější tvar zrna, což zlepšuje její mechanické vlastnosti.
Hlavní výhody normalizace:
- Zvýšení viskozity.
- Snížená křehkost.
- Stabilizace mikrostruktury.
V důsledku normalizace se v oceli vytváří perlitická struktura, která má vyváženou kombinaci pevnosti a tažnosti.
Jak tepelné zpracování oceli 45 ovlivňuje její vlastnosti?
Tepelné zpracování oceli 45 je proces, který vyžaduje přesné dodržování všech parametrů: teploty, doby výdrže, volby chladicího média. Kalení, žíhání, normalizace a popouštění umožňují získat požadované mechanické vlastnosti pro různé typy dílů: od zvýšené tvrdosti až po optimální viskozitu a plasticitu.
Správná volba teplotních podmínek a sledu operací zajišťuje zvýšení tvrdosti, pevnosti a odolnosti oceli 45 proti opotřebení a také zlepšuje její obrobitelnost spolu s odolností vůči vnějšímu zatížení. Díky těmto vlastnostem zaujímá ocel 45 jedno z předních míst ve strojírenství a používá se k výrobě kritických konstrukcí, strojních součástí a mechanismů.

Kalení uhlíkové oceli
К kategorie:
Kovy
Kalení uhlíkové oceli
Martenzit je nerovnovážná struktura. Má tendenci přejít do stabilnějšího stavu snížením koncentrace uhlíku a uvolňováním cementitu. Tato přeměna martenzitu vede ke vzniku směsi krystalů cementitu a pevného roztoku (feritu).
Transformace martenzitu během temperování je difúzní proces. Je spojena s pohyblivostí atomů uhlíku a železa v prostorové mřížce pevného roztoku, a proto velmi silně závisí na teplotě. Čím vyšší teplota, tím větší pohyblivost atomů, rychlejší a úplnější rozklad martenzitu, tím diferencovanější je mechanická směs krystalů cementitu a pevného roztoku a.
Vzhledem k příliš nízké plasticitě a viskozitě nelze tetragonální martenzit považovat za pracovní strukturu. Díly a nástroje se strukturou čerstvě kaleného martenzitu se během provozu ničí kvůli křehkosti. Výrobky s takovou strukturou je proto nutné po vytvrzení ihned popustit.
Popouštění je ohřev kalené oceli na teploty nepřevyšující bod A, aby se získal stupeň rozkladu martenzitu, který poskytuje správnou kombinaci požadované tvrdosti a pevnosti s dostatečnou tažností a houževnatostí. Teplota popouštění se volí v závislosti na požadovaném souboru mechanických vlastností.
Praktické temperovací teploty se volí v rozmezí od 150 do 650°.
Nejčastěji používané druhy dovolené jsou:
a) nízké popouštění při teplotách 150-300° na kubický martenzit;
b) průměrné temperování při teplotách 350-450° na trostit;
c) vysoké temperování při teplotách 550-650 °C pro sorbitol.
Nízké popouštění při teplotě 150° má relativně malý vliv na strukturu čerstvě zchlazeného martenzitu, protože uvolňování uhlíku za těchto podmínek probíhá relativně pomalu. Účelem takového popouštění je snížit zbytková napětí, která vznikají v oceli při kalení.
Kubický martenzit si zachovává vysokou tvrdost, ale ve srovnání s tetragonálním martenzitem získává větší viskozitu a tažnost.
Další zvýšení teploty popouštění vede k ještě většímu poklesu koncentrace uhlíku v tuhém roztoku a. Popouštěním při teplotě 200-300° zůstává v tuhém roztoku 0,2 % uhlíku. Současně v tomto teplotním rozmezí dochází k rozkladu zadrženého austenitu, který se přeměňuje přímo na kubický martenzit. Stupeň tetragonality kubického martenzitu obsahujícího 0,2 % uhlíku je 1,01.
Při průměrném temperování při teplotě přibližně 400° je pevný roztok a vyčerpán na obsah uhlíku ~0,025 %, tzn. přechází ve ferit. Tento bod je zajímavý i tím, že vznikem feritu dochází k narušení tzv. koherentního spojení mřížek pevného roztoku a a cementitu, ke kterému dochází při všech nízkých popouštěcích teplotách. Faktem je, že při nízkých teplotách popouštění je krystalová mřížka uvolněného cementitu (nová fáze) určitým způsobem spojena s mřížkou pevného roztoku (stará fáze). Představa koherentní komunikace je uvedena na obr. 1, a. Při popouštěcích teplotách 300-400 °C se koherentní spojení přeruší a mřížky cementitu a feritu se od sebe zcela oddělí, jak je znázorněno na obr. 1,6.
Během středního popouštění získává ocel strukturu, která je jemně rozptýlenou mechanickou směsí feritu a cementitu, která není při běžném zvětšení viditelná v optickém mikroskopu a nazývá se popouštěcí trostit. Eutektoidní ocelový cantit má tvrdost asi 400 Brinell, má vysokou mez pružnosti a dobrou odolnost proti únavě. Téměř všechny pružinové oceli jsou zpracovány do třtinové struktury.
Vysoké temperování při 500-600° vede k tvorbě méně rozptýlené směsi ferit-cementit ve srovnání s trostitem, která je dobře viditelná v optickém mikroskopu i při středních zvětšeních. Tato struktura se nazývá sorbitol. Při aplikaci na konstrukční oceli obsahující 0,4-0,5 % uhlíku má vysokou pevnost a tvrdost, dosahující 270-300 Brinellových jednotek, s vysokou tažností a houževnatostí.
Existuje významný rozdíl mezi trostitovými a sorbitovými strukturami získanými během kalení a temperování martenzitu. Kalený trostit a sorbitol mají lamelární strukturu cementitu, zatímco trostit a temperovaný sorbitol vykazují zrnitou strukturu cementitu a mají lepší sadu mechanických vlastností. Obvyklým způsobem tepelného zpracování proto není kalení přímo na pracovní strukturu trostitu nebo sorbitolu, ale kalení na martenzit s následným temperováním na trostit nebo sorbitol.
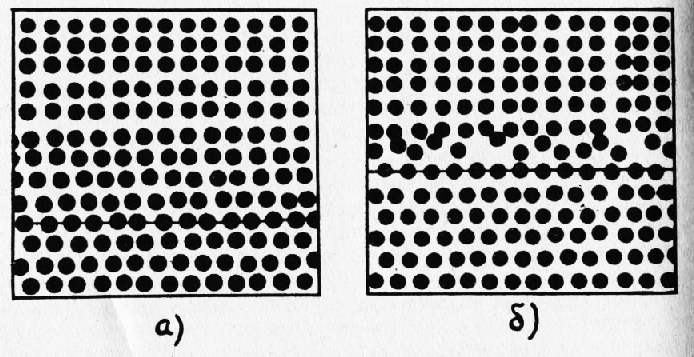
Rýže. 1. Schémata umístění staré a nové fáze za přítomnosti (a) a porušení (b) koherentní komunikace
Všechny přeměny oceli při popouštění jsou doprovázeny změnou parametru prostorové mřížky a způsobují snížení nebo zvýšení měrného objemu oceli. Při studiu objemových změn při popouštění kalené oceli pomocí dilatometru se proto všechny fáze rozkladu přesyceného tuhého roztoku a zřetelně promítají do dilatometrických křivek.
Na Obr. Obrázek 2 ukazuje dilatometrickou křivku popouštění tetragonální martenzitem kalené oceli obsahující 1,2 % uhlíku.
Při zvýšení teploty temperování z pokojové teploty na 650 °C lze zaznamenat čtyři stupně rozkladu nuceného pevného roztoku.
V první fázi při zahřátí na 100-200° dochází ke zmenšení objemu oceli, což se na grafu (obr. 2) projeví poklesem dilatometrické křivky. Obsah uhlíku v tuhém roztoku klesá na 0,4 % a tetragonální martenzit se přeměňuje na kubický martenzit.
Ve druhém stupni, při zahřátí na 200-300°, se objem oceli zvětšuje, což se vysvětluje přeměnou zadrženého austenitu na kubický martenzit. Ve stejné fázi se obsah uhlíku v pevném roztoku a sníží na 0,2 %; mřížka uvolněných zrn cementitu je koherentně spojena s mřížkou tuhého roztoku a.
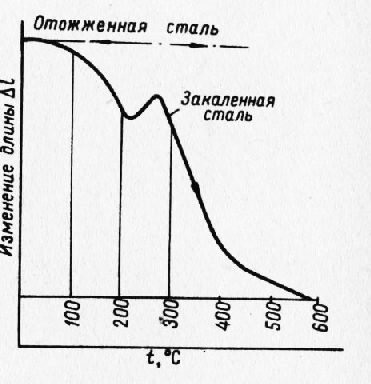
Rýže. 2. Dilatometrická křivka uvolňování
Ve třetí fázi, při zahřátí na 300-400°, se prudký pevný roztok a přemění na ferit s 0,025 % uhlíku a cementitová mřížka je zcela oddělena od feritové mřížky. V důsledku toho vzniká trostit.
Ve čtvrté fázi, při zahřátí nad 400°, pokračuje diferenciace směsi ferit-cementit v důsledku zvětšení zrn cementitu; vzniká sorbitolová struktura.
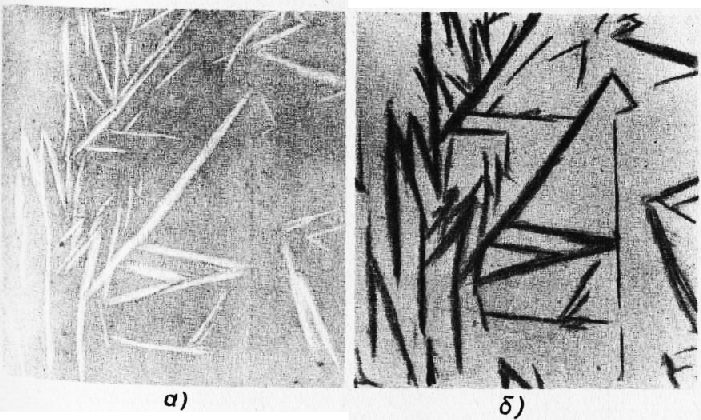
Rýže. 3. Martenzitické jehly na pozadí austenitu: a – ihned po kalení; b – po nízké dovolené.
Ocel kalená na tetragonální martenzit tak při nízkém popuštění 150–300° získává strukturu kubického martenzitu, při průměrné teplotě 350–450° strukturu trostitu a při vysoké teplotě 550–650° sorbitol.
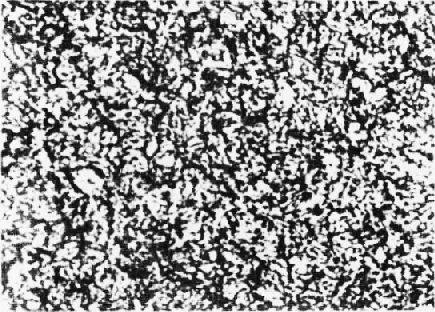
Rýže. 4. Uvolňování sorbitolu
Na Obr. Obrázky 3 a 4 ukazují některé prázdninové struktury. Je příznačné, že jehličky temperovaného martenzitu jsou tmavé; to se vysvětluje zvýšenou leptatelností kubického martenzitu v důsledku nástupu precipitace cementitu.
Nízké popouštění se používá při zpracování měřicích a řezných nástrojů určených pro práci bez otřesů a rázů a také u cementovaných dílů. Střední temperování je nutné u výrobků s vysokou mezí pružnosti a dostatečnou pevností pod vlivem vibračního zatížení (pružiny všech typů). Vysoké popouštění se používá u konstrukčních dílů, u kterých musí být zajištěna kombinace dostatečné pevnosti s vysokou tažností a houževnatostí (hřídele, ojnice, šrouby atd.).