Požární bezpečnost při svařování: pravidla a předpisy
Svářečské práce mohou být buď svařování plynem a řezání kovů, nebo elektrické svařování. Podívejme se blíže na požadavky na požární bezpečnost jednotlivých typů.
Při stavebních a instalačních pracích na montáži konstrukcí, velkých opravách technologických instalací a zařízení; při pokládání ocelových potrubí pro systémy podpory života veřejných a obytných budov, dodávky tekutých surovin, polotovarů ve výrobních zařízeních, téměř vždy nutné řezání a svařování plynem kovové prvky, pouzdra, díly.
Při provádění stavebních prací souvisejících s montáží nosných kovových konstrukcí, při montáži a opravách průmyslových zařízení, různých druhů dopravy, výrobních strojů, mechanismů; pokládka potrubních sítí, kromě použití šroubových spojů, mechanické nýtování, široce používá se elektrické svařování.

Svařování a požární bezpečnost
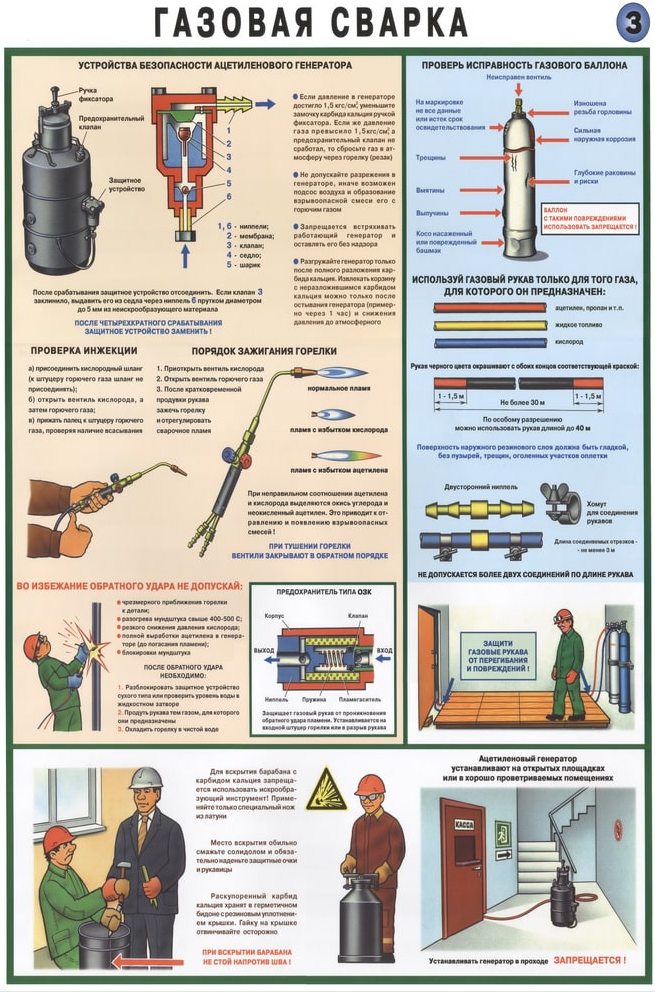
Požární bezpečnost při svařování plynem – proces využívá hořlavé plyny – od acetylenu, propanu, butanu až po vodík, části a části konstrukcí se velmi zahřívají; Zároveň padají a rozptylují kapky a částice žhavého kovu, schopné snadno zapálit hořlavé materiály v okruhu desítek metrů, zejména pokud se instalační a stavební práce provádějí ve výšce.
Požární bezpečnost elektrosvařovacích prací – s přihlédnutím k tomu, že základem svařovacího procesu je elektrický oblouk, doprovázený vysokými proudy, zahřívání kovových částí a konstrukčních částí až na 1000 ℃, rozptyl jisker, kapky roztaveného kovu, horké pahýly elektrod; uvolnění značného množství tepelné a světelné energie dostatečné k zapálení hořlavých materiálů.
Elektrické svářečské práce
Druhy práce a místa
Technologické procesy elektrického svařování, řezání, navařování se stacionárními, mobilními instalacemi, přenosnými zařízeními jsou rozděleny do následujících typů:
- Dugovaya.
- Atomový-vodík.
- Elektronový paprsek.
- Laser.
- Plazma.
- Elektrostruska.
Práce se provádějí jak v interiéru – na stacionárních svařovacích stanicích, v prostorách montáží, oprav, výrobních provozů, včetně na lešení instalovaných kolem technologických zařízení, tak v exteriéru – při montáži kovových konstrukcí budov; při vytváření a opravách průmyslových zařízení, vozidel, potrubních sítí, nadjezdů.
Regulační dokumenty
Požadavky na požární bezpečnost pro provádění prací na elektrickém svařování konstrukcí a řezání kovového odpadu jsou stanoveny v následujících regulačních dokumentech:
- V „PPR v Ruské federaci“, kde oddíl XVI o požárně nebezpečných pracích obsahuje základní soubor pravidel pro organizaci, vedení a monitorování míst, kde se provádí elektrické svařování, a to i na konci pracovních směn.
- V aktuálním metodickém dokumentu 34.03.307, vypracovaném v roce 1987, o bezpečnostních pravidlech při stavebních a instalačních pracích v podnicích Ministerstva energetiky, § 8 také jasně uvádí bezpečnostní opatření při provádění elektrických svařovacích prací.
- V „Pravidlech ochrany práce při výrobě plyno-elektrických svářečských prací“, schválených v roce 2014 vyhláškou č. 1101n MPSV.
- V současné státní normě 12.3.003, vydané v roce 1986, o bezpečnostních požadavcích na elektrické svářečské práce.
I když jsou obecné požadavky v těchto dokumentech většinou duplicitní, existují i specifické pokyny, včetně těch, které se týkají míst, kde se provádějí elektrické svářečské práce – ve výškách, uvnitř přepravovaných kontejnerů, procesních nádrží, zařízení.
Požadavky
Požární bezpečnost při elektrických svařovacích pracích je zajištěna přísným prováděním souboru organizačních a technických opatření stanovených v předpisech a pravidlech:
- Pečlivá příprava staveniště – čištění místa/prostoru areálu, vnějšího území od jakýchkoli hořlavých materiálů, včetně výrobního odpadu, hořlavých odpadků v okruhu uvedeném v dodatku 3 k „PPR v Ruské federaci“.
- V tomto případě je nejmenší požadovaný poloměr čisticí zóny přímo závislý na výšce elektrického svařovacího bodu nad úrovní podlahy, země – od 5 m při práci v nulové úrovni do 14 m při práci ve výšce více než 10 m, což je spojeno s rozptylem kapek roztaveného kovu a horkého okují, škváry.
- Před zahájením prací je nutné provést úplné vyprázdnění, vypuštění hořlavých kapalin, hořlavých kapalin z objektů technologických zařízení, skladovacích nádrží, železničních cisteren, úseků potrubních sítí pro čerpání kapalných hořlavých, hořlavých hmot, směsí plynů.
- A pak je omyjte, ošetřete horkou párou, vyvětrejte a změřte koncentraci nebezpečných látek ve vzduchu, abyste předešli výbuchu a/nebo požáru.
- Před zahájením práce v prostorách s vysokou kategorií nebezpečí výbuchu a požáru je nutné předběžné větrání, stálý provoz odsávacích ventilačních systémů a pravidelné sledování přítomnosti hořlavých plynů a par.
- Pokud se v okruhu ochranného čisticího pásma nacházejí stacionární konstrukce z hořlavých materiálů, včetně podlahových krytin, měly by být zakryty, zastřešeny, zakryty deskovými nebo rolovými materiály z nehořlavých látek, včetně kovových clon, ohnivzdorných plátna/rohože nebo rozlitou vodu.
- Místo, kde se v takových podmínkách provádějí elektrické svářečské práce, lze také oddělit provizorní pevnou přepážkou/zástěnou z nehořlavých materiálů o výšce minimálně 1 m, se spodní mezerou k podlaze maximálně 8 mm, chráněné kovovou sítí s buňkami ne většími než 50×1 mm.
- Aby se zabránilo pádu a pronikání jisker, vodního kamene, kapek roztaveného kovu do sousedních, pod nimi ležících místností, měly by být před zahájením práce uzavřeny všechny dveře a poklopy ve stěnách, příčkách a stropech; chránit stavební, technologické a instalační otvory zástěnami a štíty z ohnivzdorných materiálů.
- Povinná registrace a schválení správou zařízení, kde je vyžadováno elektrické svařování, pracovní povolení pro práci za tepla ve formě dodatku 4 k „PPR v Ruské federaci“.
- V blízkosti míst nadcházející práce musí být instalovány přenosné mobilní hasicí přístroje příslušných typů, hmotnost/objem náplně hasicích látek v souladu s pokyny přílohy 1 „PPR v Ruské federaci“.
K tomuto tématu ▼
Požární bezpečnostní pokyny
Během výroby, po dokončení elektrických svařovacích prací, by měla být přijata následující bezpečnostní opatření:
- Úplně odpojte elektrické svařovací zařízení, a to i ze sítě, včetně přestávek v provozu.
- Po dokončení prací musí být veškerá elektrická svářecí zařízení přemístěna do trvalých skladovacích prostor.
- Je zakázáno spouštět elektrické svařování s vadným zařízením nebo na nepřipravených místech; umožnit práci lidem, kteří nemají specializované vzdělání, kvalifikační osvědčení nebo povolení k výkonu práce.
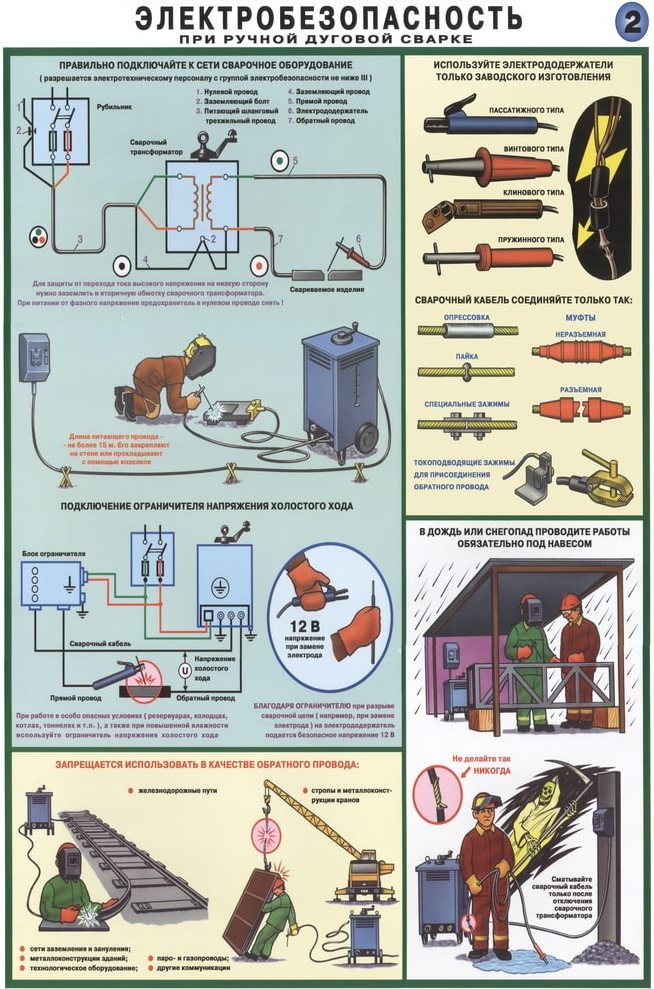
- Přenosné elektrické svářecí zařízení/stacionární instalace musí být spolehlivě uzemněny.
- Je nutné používat pouze standardní typy průmyslově vyráběných elektrod, které odpovídají stanovenému svařovacímu proudu.
- Elektrodové oharky musí být umístěny ve speciální kovové nádobě/krabici, která je instalována v těsné blízkosti místa elektrického svařování.
- Je zakázáno vyrážet pahýly elektrod na stavebních konstrukcích a rozhazovat je v pracovní oblasti, protože to často vede ke vzniku požárů, rozvoji a šíření požáru, a to i několik hodin po dokončení práce.
- Elektrické vodiče svařovacího zařízení položené na pracovišti by neměly přijít do kontaktu s lahvemi nebo zásobníky na stlačené/zkapalněné plyny.
- Je zakázáno provádět práce na technologických zařízeních, úsecích potrubních sítí podniků, vozidlech naplněných hořlavými, toxickými látkami, jakož i pod provozním elektrickým napětím.
- Elektrické svařování by se nemělo provádět při stavebních a instalačních pracích na stavebních prvcích, nosných kovových konstrukcích současně s pokládkou izolace a hydroizolace; lepení podlahových krytin pomocí organických lepidel, tmelů a laků.
- Je zakázáno používat kabely elektrických svářecích zařízení s poškozením izolační vrstvy, nebo používat nestandardní jističe elektrického obvodu.
- Spojení svařovacích drátů/kabelů se provádí lisováním, pájením, šroubovými svorkami, s výjimkou kroucených kontaktů.
- Při pokládání vodičů zajistěte bezpečnou vzdálenost od potrubí přepravujících kyslík minimálně 0,5 m; do potrubí, lahví, nádrží s hořlavými plyny, včetně acetylenu používaného při svařování/řezání plynem, minimálně 1 m.
- Je zakázáno používat jako zpětný vodič zemnící sítě stavenišť, železničních kolejí, kovových konstrukcí budov, inženýrských sítí a výrobních zařízení. K tomu použijte 2 dráty ze sady elektrického svařovacího zařízení.
Obecně je požární bezpečnost při provádění elektrických svařovacích prací zajištěna provozuschopností zařízení, pečlivou přípravou místa výroby, kvalifikací a zkušenostmi svářečů; stálý dohled mistra/mistra, pravidelná kontrola administrace místa, včetně po dobu minimálně 2 hodin po ukončení.
Pracovní instrukce
Plynové svařování a obrábění kovů
Typy a místa konání
Práce na řezání plynem, spojování tavením kovových částí zařízení, komerčních výrobků se provádějí na stálých místech ve svářečských dílnách, na poštách, ve speciálně určených prostorách výroby, v mechanických opravách, v montážních dílnách vybavených pro tyto účely; při běžných opravách při plánovaných odstávkách procesních jednotek. Velký objem plynových svářečských prací je také prováděn na stavbách různých objektů, při rekonstrukcích nosných kovových konstrukcí budov.
Řezání plynem se používá jak pro přípravu úseků trubek a konstrukčních prvků, tak při uvádění velkorozměrového kovového odpadu do stavu vhodného pro přepravu na vozidlech.
Ve všech případech je zajištění bezpečnosti při svařování plynem jednou z hlavních podmínek pro možnost provádění takových činností z důvodu vysokého požárního nebezpečí procesu; obrovský roční počet požárů zaznamenaných ministerstvem pro mimořádné situace Ruské federace v důsledku porušení bezpečnostních požadavků plynovými svářeči, slabá kontrola ze strany správy ochranných zařízení.
Документация
Soubor požadavků na organizaci a provádění prací na svařování plynem je stanoven v několika oficiálních dokumentech na federální i ministerské úrovni:
- Oddíl XVI „PPR v Ruské federaci“, který stanoví požadavky na provádění požárně nebezpečných prací bez ohledu na místo.
- V bezpečnostních pravidlech pro práci za tepla, schválených Federální službou technického dozoru.
- V „Pravidlech ochrany práce při provádění plyno-elektrických svářečských prací schválených vyhláškou MPSV č. 1101n v roce 2014.
- V pravidlech bezpečnosti práce při stavebních pracích na energetických zařízeních.
- GOST R 14175-2010 – o plynech a směsích plynů používaných pro svařování kovů.
Tyto dokumenty se používají při školení svářečů plynů, specialistů inženýrských služeb, osob odpovědných za požární bezpečnost zařízení, která řídí provádění takových prací, jako součást instruktáží požární bezpečnosti a školení v rámci programů PTM.
Regulační požadavky
Zvláštní pozornost v pravidlech požární bezpečnosti při provádění těchto požárně nebezpečných prací je věnována sledování odborné přípravy, kvalifikace svářečů plynem a přípravě prostor:
- Práce na řezání a svařování kovových konstrukcí a částí zařízení tak mohou provádět pouze odborníci, kteří mají kvalifikační osvědčení a prošli předběžným lékařským vyšetřením, pokyny k požární bezpečnosti a bezpečnostním opatřením; byli proškoleni v metodách a technikách svařování plynem se školením na místě, s prověřením rozsahu znalostí formou testů/zkoušek, prováděných minimálně 1x ročně.
- K provádění prací na svařování a řezání plynem na dočasných místech, s výjimkou stavenišť, v soukromých domácnostech musí být vedoucí nebo osoba odpovědná za požární bezpečnost organizace v místě provádění řádně vyplněna a podepsána pracovní povolení pro práci za tepla v souladu se zavedeným formulářem Přílohy č. 4 „PPR v Ruské federaci“ “
- Území místa, kde se provádějí práce na svařování plynem v okruhu v závislosti na výšce práce uvedené v příloze č. 3 „PPR v Ruské federaci“, je důkladně očištěno od všech hořlavých materiálů – surovin, odpadků, hotových výrobků ; a hořlavé stavební konstrukce, povrchy podlah, povrchové úpravy, obklady, izolace, prvky výrobních zařízení z hořlavých látek jsou chráněny před kontaktem s ohněm, jiskrami kovovými clonami, ohnivzdornými plachtami a v případě potřeby kropeny vodou.
- Je nepřijatelné provádět práce s plynovým plamenem ze štaflí a žebříků, stejně jako používat plynové lahve a elektrické svařovací zařízení společně uvnitř budov technologických zařízení, skladovacích nádrží a dopravy.
- Je zakázáno skladovat hořlavé kapaliny, včetně hořlavých kapalin a jiných hořlavých materiálů, blíže než 5 m od pracoviště.
- Pokud je nutné provádět práce při svařování plynem ve výšce větší než 5 m, měly by být pro tyto účely instalovány lešení a plošiny z nehořlavých materiálů.
- Když několik pracovníků současně pracuje na lešení podél stejné svislé čáry, je nutné chránit lidi a plynová zařízení před roztavenými kapkami kovu. Současně jsou místa, kde se provádějí práce na svařování plynem na všech úrovních, bez protipožární ochranné podlahy, očištěna od hořlavých materiálů v okruhu nejméně 5 m a od výbušných látek a zařízení – nejméně 10 m .
- Aby se horké kapky a části kovových konstrukcí nedostaly do spodních podlah při svařování plynem, měly by být všechny technologické otvory, poklopy a otvory v hlavních stavebních konstrukcích zakryty nehořlavými materiály v sousedních místnostech.
K tomuto tématu ▼
Požární bezpečnost na pracovišti

Před zahájením práce na svařování plynem musí pracovníci zkontrolovat:
- Provozuschopnost plynového zařízení včetně regulační a měřicí techniky.
- Těsnost všech spojů podél potrubí od lahví k řezačce/hořáku.
- Dostupnost a provozuschopnost primárních hasicích prostředků.
Plynové svařování a řezání kovů lze provádět ve vodorovné vzdálenosti ne menší než:
- 5 m – z lahví s hořlavými plyny, O2.
- 10 m – ze skupin lahví, čítajících více než 2, které jsou určeny k provádění práce s plamenem.
- 3 m při ruční práci – z potrubí s hořlavými plyny, jakož i z kovových skříní, ve kterých jsou instalovány lahve s hořlavými směsmi plynů.
Během práce je nutné:
- Odstraňte antikorozní základní nátěry, hořlavé barvy, nátěry, emaily z povrchů svařovaných stavebních obrobků a částí zařízení do šířky minimálně 0,1 m od místa svařování.
- Před přestávkou v práci, na konci pracovního dne/směny, uveďte plynové zařízení do požárně bezpečného stavu – zavřete ventily, odpojte hadice, zbavte je hořlavých plynů.
Po dokončení prací by měla být všechna plynová zařízení přemístěna do zvláštních místností/míst určených pro tyto účely.
Bezpečnost při svářečských pracích
Při provádění jakéhokoli typu práce s plynovým plamenem je zakázáno:
- Umožněte učňům plynovým svářečům a pracovníkům podniků bez kvalifikace pracovat samostatně.
- Pokračujte s nimi bez běžné kontroly provozuschopnosti, stejně jako v případě zjištění závad, porušení provozních pravidel – poškození pouzder, ventilů, adaptérů; s prošlými inspekčními lhůtami, pokud je v kterémkoli místě připojení zjištěna netěsnost.
- Provádíme práce na stavebních konstrukcích, částech výrobních zařízení a výrobcích nově natřených hořlavými základními nátěry, barvami a laky.
- Používejte ochranný oděv a ochranné rukavice znečištěné rostlinnými tuky, oleji, ropnými produkty a jinými hořlavými kapalinami.
- Umožněte, aby se lahve dostaly do kontaktu s hořlavými plyny, O2 s elektrickými kabely, dráty.
- Provádějte práce na krytech procesních zařízení, skladovacích nádrží, potrubí, komunikací, které jsou naplněny hořlavými, toxickými materiály nebo jsou pod elektrickým napětím; stejně jako na prvcích stavebních projektů, které jsou vyrobeny z lehkých kovových konstrukcí s hořlavou, obtížně spalitelnou izolací.
Požadavky na požární bezpečnost, úzce související s bezpečností práce, zabírají velký objem školicích programů pro svářeče plynem a každoroční test znalostí umožňuje osvěžit si znalosti pravidel požární bezpečnosti.
Vedení stavebních a instalačních podniků, správa odpovědná za požární bezpečnost zařízení, kde musí být takové požárně nebezpečné práce prováděny, by se však neměly spoléhat pouze na vědomí pracovníků; a pečlivě kontrolovat přípravu míst, stav zařízení a soulad plynových svářečů s požadavky průmyslové bezpečnosti.
Klíčem ke spolehlivosti a životnosti zařízení pro svářečské práce je jeho pravidelná údržba. Aby bylo možné včas odstranit závady a poruchy, je nutné provádět preventivní údržbu a různé druhy oprav. Údržbu svařovacího zařízení si můžete objednat u specializovaného servisního střediska. V některých případech mohou problém vyřešit sami majitelé zařízení. K tomu potřebujete určité znalosti a dovednosti, protože. Jakýkoli nezávislý pokus o servis zařízení může mít negativní důsledky.

Provádění kontrolních a preventivních prací
Různé typy svařovacích zařízení mají své vlastní normy, ale existují také obecná pravidla údržby. V souladu s nimi musíte udělat následující:
- provést vnější vizuální kontrolu zařízení;
- zkontrolujte uzemnění zdroje energie;
- měřit hodnoty izolačního odporu;
- zapněte ovládací prvek v klidovém režimu po dobu 5 minut nebo déle;
- sledovat provozuschopnost ochranných uzemňovacích obvodů;
- provádět vysokonapěťové zkoušky;
- důkladně odstraňte prach a nečistoty;
- zkontrolujte spolehlivost šroubových spojů;
- namažte všechny třecí části žáruvzdorným tukem atd.
Pravidelné kontroly jsou nutné při uvádění zařízení do provozu po dlouhodobém skladování a při zjištění zjevných známek poškození, nejméně však jednou za 6 měsíců. Specialisté, kteří provádějí kontrolu, musí provést příslušné záznamy v deníku v předepsané formě.
Údržba svařovacího zařízení může být běžná i nouzová. První se provádí pro prevenci a prevenci možných problémů, druhý – v případě poruchy.
Kdy jsou nutné opravy?
Provádění oprav je vícestupňový proces, který začíná diagnostikou a končí odstraňováním zjištěných poruch. Jakékoli odchylky ve fungování svářečky se mohou stát základem pro opravy. Nejčastější příznaky, které naznačují poruchu:
- zařízení se začalo přehřívat;
- neexistuje svařovací oblouk nebo jeho technické parametry jsou nestabilní;
- elektrody mají „lepivý“ efekt;
- zařízení se přestalo zapínat.
Důvody takových poruch jsou různé. Může se jednat o opotřebení jednotlivých součástí zařízení: chladicí ventilátor, vodiče, kontakty, desky atd. K poruchám může také dojít, pokud je zařízení používáno v rozporu s požadavky na jeho provoz. Další důvody: odchylka napětí, mechanické poškození a náraz.
Činnosti pro údržbu a opravy zařízení by měli provádět pouze kvalifikovaní odborníci. Nezapomeňte také, že svařovací stroj patří do kategorie zařízení, které vyžaduje zvláštní péči při používání.
Frekvence kontrol zařízení
Při provádění údržby svařovacího zařízení je třeba věnovat zvláštní pozornost včasnému ověření měřicích přístrojů, kterými je vybaveno. K tomu musí být do práce zapojen specialista, který je zodpovědný za metrologii.
Opatření ke sledování technického stavu zařízení se provádějí v následující frekvenci:

Provádění speciálních kontrol
Zvláštní forma inspekce je nezbytná při monitorování zařízení: nově dodané podnikům, neopravitelné a nečinné déle než 3 měsíce. V tomto případě odborníci zkontrolují úplnost provozní dokumentace zařízení. Mělo by obsahovat:
- cestovní pas;
- návod k použití;
- systém.
Pokud je zařízení nové, provede se vizuální kontrola jeho technického stavu, odstraní se přebytečný olej a přepravní uzávěry. Dále je nutné zkontrolovat přítomnost platné nálepky (značky) ověřovací firmy na těle každého měřicího zařízení.
Nezapomeňte změřit úroveň elektrického izolačního odporu. To se provádí mezi vinutími (pro usměrňovače a transformátory), stejně jako mezi tělem zařízení a každým vinutím. Dodržujte doporučení obsažená v technické dokumentaci dodávané se zařízením. Pokud v něm není nic o testování, postupujte v souladu s GOST:
- Pro automatická zařízení – GOST 8213.
- Poloautomatická zařízení – GOST 18130.
- Elektrické generátory – GOST 304.
- Zařízení, která používají usměrněný svařovací proud – GOST 13821.
Doporučení pro soukromé vlastníky svařovacích strojů
Tělo přístroje, elektrický držák, svorky a vodiče musí být udržovány v čistotě. Prvky, které podléhají největšímu opotřebení, je nutné pravidelně kontrolovat a neprodleně vyměnit za nové. Patří mezi ně držák elektrody a upínky obrobku.
Zvláštní pozornost věnujte svařovacímu invertoru. Zvýšení hlasitosti ventilátoru znamená, že je čas na servis zařízení. Důvodem je nevyváženost zařízení v důsledku nečistot, které se nahromadily na rotujících čepelích. V tomto případě musíte sejmout kryt skříně a odstranit prach z povrchu chladičů. Použijte vysavač nebo měkký kartáč. Chladič potřebuje odstranit prach z lopatek a namazat ložisko.
Po každé údržbě, která zahrnuje otevření krytu, nezapomeňte zkontrolovat dotažení šroubů. Nenechte je uvolnit.
Servis svařovacích strojů
Pro bezproblémový provoz zařízení je důležité provádět údržbu včas a odborně. Specialisté opravny svářecích strojů Kedr vám pomohou prodloužit životnost vašeho nástroje.
Naše výhody:
- bezplatná diagnostika;
- zkušení řemeslníci;
- údržba a opravy svařovacích strojů jiných značek: KEMPI, Lincoln atd.;
- záruční a pozáruční servis;
- moderní vybavení pro podrobnou diagnostiku jakékoli složitosti;
- potřebné náhradní díly jsou vždy k dispozici;
- možnost provedení naléhavých oprav do jednoho dne;
- záruka na náhradní díly a všechny typy poskytovaných služeb.
Naše výrobky

-10% Článek: 8023692 Podávací mechanismus KEDR AlphaWF-2S (uzavřený typ)