Novinky společnosti BRIMA
Silumin je slitina na bázi hliníku (Al), s hlavní přísadou ve formě křemíku (Si, od 4 do 22 %). Kromě těchto kovů může být malý obsah železa, mědi, manganu, vápníku, titanu atd. Pro optimalizaci parametrů je někdy zahrnuto lithium nebo sodík. Existuje možnost obsahující téměř stejnou měrou křemík a zinek. Nejběžnější druhy jsou AK12 (12 % Si, eutektický, tj. s rovnovážnou strukturou), AK9 (9 % Si) a AK7Ts9 (7 % Si, 9 % Zn).
Siluminy se vyznačují vynikajícími odlévacími vlastnostmi. Pevně jsou horší než dural (Al + Cu, Mg, Mn), ale lépe fungují v mořské vodě, zásaditém a mírně kyselém prostředí. Nebojí se vlhkosti, odolné proti opotřebení. Hustota – od 2,5 do 2,94 g / cu. viz Nevýhody: křehkost, pórovitost, hrubé zrno. Používají se k výrobě domácího vybavení a také k odlévání tvarově složitých dílů pro automobily, motocykly a letadla.
Technologie svařování
Svařování hliníkové slitiny s křemíkem v zásadě není nijak zvlášť obtížné. Ale stále potřebujete znát některé nuance. Jinak nastanou problémy. V procesu spojování za tepla se kov musí zahřát na značnou teplotu. To poněkud komplikuje zpracování obrobků. Pro zajištění vhodných podmínek se používá argon. Slouží jako ochrana svařovací zóny před působením atmosférického vzduchu, aby se zabránilo oxidaci povrchů.
Zařízení pro svařování tig se skládá z následujících součástí:
- střídač.
- Plynová láhev a reduktor.
- Speciální hořák.
- Oscilátor.
- Nekonzumovatelné wolframové elektrody.
- Přísada je drát ze siluminové slitiny.
Předběžná příprava
Před svařováním musí být z povrchu obrobků odstraněn oxidový film. Nejčastěji se to provádí mechanicky. Používají se kovové kartáče, pískovací stroj, brusný papír atd.
Další fází je chemické zpracování materiálu. Provádí se pomocí benzínu nebo rozpouštědla. Pokud se čištění provádí roztokem hydroxidu sodného, pak musí být část omyta čistou vodou z hadice nebo kohoutku.
Svařování

Svařovací souprava se sestavuje pomocí stejnosměrného obvodu s obrácenou polaritou. To je nezbytné, aby se zpracovávaný kov více zahříval. Pracují na krátkém oblouku.
Přísada siluminu se dodává do svařovací zóny. Tam se taví a spojuje na molekulární úrovni s kovem obrobku. Během procesu spojování za tepla vzniká homogenní tekutá hmota. Po ochlazení a krystalizaci se produkt stane monolitickým.
Nedoporučuje se přivádět drát do svarové lázně příliš rychle. V tomto případě dojde k rozstřiku kovu a spojení bude nekvalitní.
Přísada se přivádí před hořák pod úhlem. Pohyby se provádějí podél švu rovnoměrně. Je zakázáno drát přesouvat a ohýbat jej po stranách.
Hlavní požadavky
Základní principy pro svařování siluminu jsou podobné jako při práci s hliníkovými díly. Při zapalování oblouku se nesmíte dotýkat připojovaných obrobků. 15 sekund po stabilizaci oblouku se zapne přívod argonu. Ne dříve – aby se tryska hořáku a prostor kolem ní stihly dobře zahřát.
Po provedení švu po celé délce a dokončení samotného svařování by se argon neměl okamžitě vypínat. Musíte počkat 10 sekund. Potom se kov svarové lázně ochladí rovnoměrněji.
Práce doma
Vaří se silumin pouze ve výrobě? Nebo to jde udělat i doma? Ano, můžete pomocí spotřebních elektrod a připojení bude podobné kvality. Existuje pouze několik funkcí:
- Podrobnosti je třeba připravit.
- Před svařováním by měl být materiál zahřát na 250-300 stupňů C.
- Zahřívání elektrod – až 150 stupňů C.
Pro práci v domácích podmínkách se používají spotřební elektrody s tyčí vyrobenou ze siluminu ošetřeného alkalicko-solnou kompozicí. Při nanášení švu se tvoří velké množství strusky. Určitě je potřeba vyčistit.
Výhody metody
Hlavní výhodou technologie je skutečnost, že při svařování dochází k ohřevu malé části siluminu. Proto se obrobky nedeformují. Použití argonu s relativně vysokou měrnou hmotností chrání svarovou lázeň před vzduchem. Tepelná energie oblouku umožňuje pracovat poměrně vysokou rychlostí. Technika je veřejně dostupná a nevyžaduje speciální znalosti a dovednosti.
Je to důležité,
Při práci venku je nutné chránit oblast svařování před větrem. V opačném případě vyfoukne argon. Při použití vysokých proudů je třeba zajistit dodatečné chlazení. Kromě toho bychom neměli zapomínat na bezpečnostní opatření: účinné větrání místnosti, používání osobních ochranných prostředků, spolehlivá izolace vodivých částí, zákaz práce v dílnách s hořlavými materiály atd.
Je možné vařit litinu? Ano, můžete. Je to obtížně svařitelná slitina. Díly nemůžete jen tak spojit a svařit jako běžnou ocel. To vyžaduje další přípravu a speciální metody pro přípravu obrobků. To je způsobeno vlastnostmi samotného kovu. Pokud se ochladí příliš rychle, zkřehne a nelze jej svařovat. A při nadměrném zahřívání se mohou objevit praskliny. Navíc je velmi tekutý, což ztěžuje vytvoření švu. A pokud křemík ve slitině během provozu oxiduje, zůstanou nedovařená místa a spoj bude netěsný. Ale nezoufejte. Prozradíme vám, jak a čím můžete svařovat litinu, abyste získali pevné spoje a vysoce kvalitní švy i doma.

Metody svařování litiny
Tento proces lze provést několika způsoby.
- Svařování litiny za tepla
Jak již název napovídá, při spojování kovů touto metodou je nutné díly předehřát. Tím se zabrání vzniku trhlin v oblasti svaru. Potřebná teplota ohřevu je vysoká – cca 500-650°C. Doma to není vždy možné, proto se tato metoda používá častěji v průmyslu než v běžném životě. Celá operace se provádí s přímou polaritou a vysokými proudy.
Tento způsob je podobný předchozímu, ale teplota ohřevu je zde nižší – až 350°C, což je v domácí dílně docela dosažitelné. Hlavním požadavkem je zajištění rovnoměrného ohřevu svarové oblasti a zbytku kovu a také jeho správné chlazení. Metoda se doporučuje pro vysokopevnostní litiny.
Toto je nejoblíbenější a nejdostupnější metoda v každodenním životě. Zde není potřeba kov zahřívat, nebo stačí mírně – do 50-60°C. Takové zahřívání zabrání vypadávání kondenzátu, pokud byl kov předtím ochlazen, a také vysuší povrch, aby se zabránilo nasycení vodíkem ze vzduchu. Svařování za studena se provádí při minimálním proudu a hořák je připojen na opačnou polaritu. Aby se zabránilo přehřátí kovu, švy nejsou delší než 5 cm a práce se často přerušují, aby se povrch mírně ochladil.

Základní metody
Uvažujme dvě hlavní metody: vyztužením tavné zóny ocelovými trny nebo vícevrstvým svařováním s kováním každé vrstvy.
Pomocí špendlíků vyztužení švu
Pokud potřebujete opravit prasklinu v litinové části, často se používá technologie s čepy. Tato metoda je vhodná pro opravy velkých předmětů, protože. nevyžaduje jejich demontáž, převracení atp.
Nejprve se podél okrajů dílu vyvrtají otvory a vloží se ocelové čepy, díky nimž je spoj odolnější. Poté je kov svařen kolem každého kolíku elektrodou, dokud nejsou všechny uzavřeny pod svary. Zvolte elektrodu o tloušťce 3 mm a nastavte proud na 100-120 A. Nižší proud poskytuje minimální ohřev a malou hloubku tavení litiny, což snižuje riziko praskání. Konečný šev se provede nahoře pomocí silnější elektrody a zvýšením svařovacího proudu na 120-140 A.
Technologie použití kolíků nebo šroubů je přísně regulována. Jejich průměr nesmí přesáhnout 40 % tloušťky obrobku. Například pro obrobek o tloušťce 12 mm je vhodný čep o tloušťce 3-4 mm. Čep by neměl vyčnívat nad povrch obrobku o více než 4-6 mm. Hloubka zašroubování je nastavena na zhruba jeden a půl průměru čepu. Počet kolíků na šev se vypočítá na základě jejich velikosti tak, aby vzdálenost mezi sousedními kolíky nepřesáhla šest jejich průměrů.

Vícevrstvé svařování
U této technologie je důležité důkladně vyčistit kov a dodat hranám obrobků kulovitý tvar. První šev se provádí od jednoho okraje k druhému a dokud je ještě teplý, snadno se zatluče. Před nanesením další vrstvy musí předchozí zcela vychladnout. Díl se pokud možno převrátí na druhou stranu a provede se šev na rubové straně. Poté se obrobek vrátí do své původní polohy a po ochlazení kovu se shora vytvoří druhý šev. Takže vrstvu po vrstvě je celé spojení uzavřeno korálky. Při této metodě je důležité vykovat každou vrstvu a dát pauzu, aby nedošlo k přehřátí kovu.
Technologie zpracování
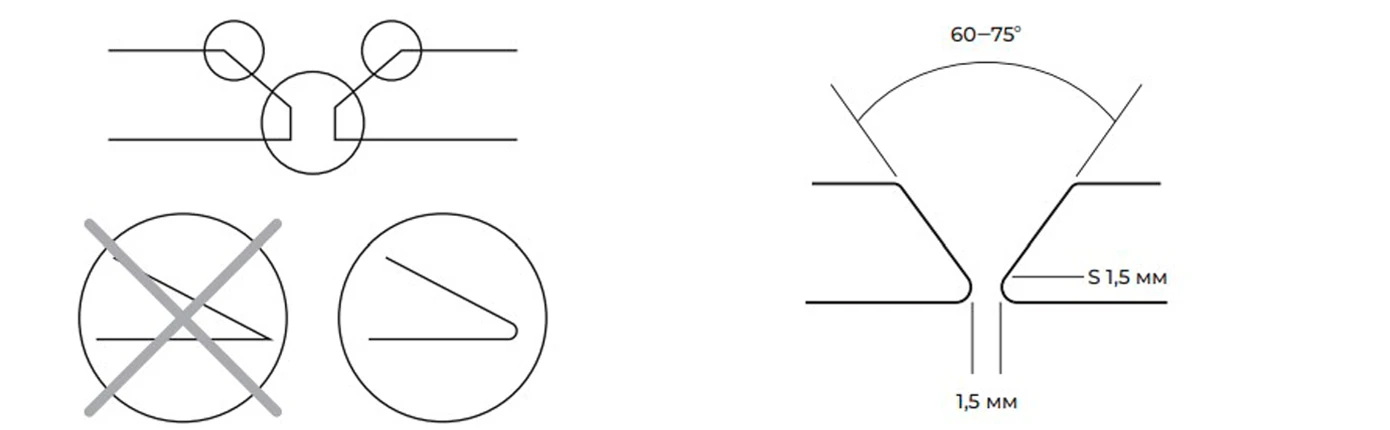
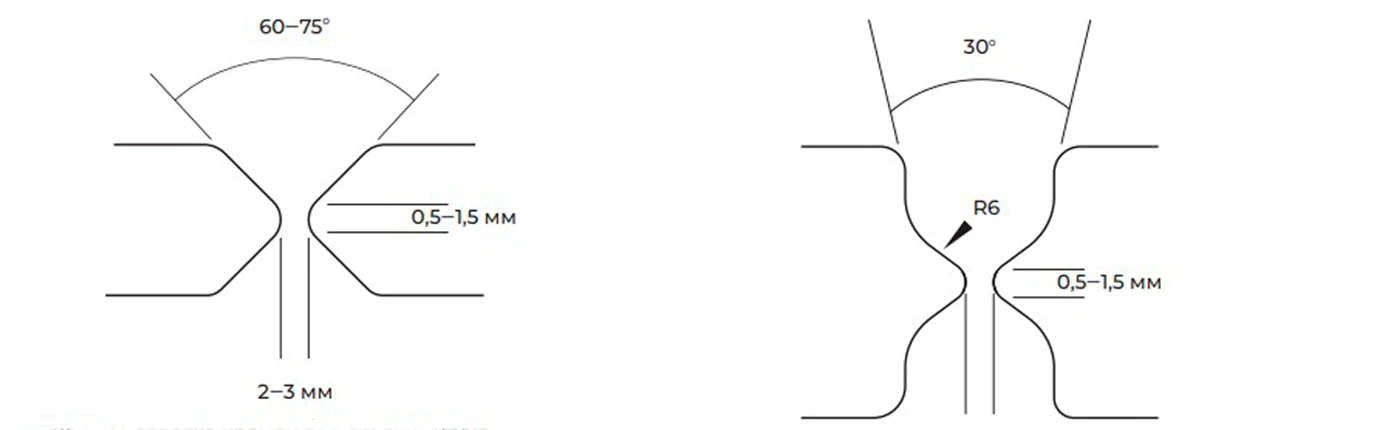
Bez ohledu na to, který svařovací stroj plánujete použít, budete muset pracovní plochu připravit předem. Nejprve je třeba očistit kov od nečistot, barvy, oleje atd. Tento postup je lepší nezanedbávat, protože. Litina sama o sobě nevaří příliš dobře a přítomnost cizích nečistot a malých nečistot v pracovní oblasti dále sníží pevnost výsledného spoje. Okraje se čistí bruskou s lamelovým kotoučem nebo k odmaštění povrchu lze použít benzín nebo rozpouštědlo.
Poté jsou hrany obrobků zaobleny tak, aby nebyly žádné ostré vyčnívající rohy, nebo je provedeno zkosení se zkosením. Pokud je tloušťka dílu větší než 4 mm, je povinné oříznutí okrajů zkosením, jinak existuje možnost, že přídavný materiál zcela nevyplní oblast svaru a spojení se ukáže jako křehké.
Ruční svařování litiny
Jaké elektrody použít
Budete potřebovat tyče se speciálním ochranným nátěrem a různé pro různé typy litiny. Musí obsahovat měď, chrom nebo nikl. Uhlík v litině se s těmito kovy neslučuje, takže výrobek neztratí pevnost. Tloušťka elektrody by měla být asi 3 mm. Rutilové elektrody nebudou fungovat.
Pro usnadnění výběru jsme připravili tabulku.
| Litinový typ | Elektrody na bázi mědi a železa | Elektrody se železem a niklem | Elektrody se železem, mědí a niklem | Elektrody se železem, manganem, fosforem a vanadem |
|---|---|---|---|---|
| šedá | OZCh-2, OZCh-4, OZCh-6 | OZZHN-1, OZZHN-2 | MNC-2 | TsCh-4 |
| tvárný | OZCh-2, OZCh-6 | MNC-2 | TsCh-4 | |
| vysoká pevnost | OZCh-3, OZCh-4 | OZZHN, OZZHN-1 | MNC-2 | TsCh-4 |
Jak vařit litinu pomocí ručního elektrického svařování
Obloukové svařování se provádí s obrácenou polaritou a nízkými proudy – asi 110 A. To umožní menší zahřívání základního kovu obrobku. Je lepší svařovat na dlouhém oblouku, protože. při krátkém oblouku se elektroda může přilepit. Švy jsou krátké, 2-3 cm, tyč je vedena rovně, bez zaváhání do stran. Před navařením dalšího svaru musíte počkat, až ten předchozí vychladne alespoň na 100°C. Zatloukání každého švu, dokud ještě červeně svítí, také pomáhá snížit riziko praskání.
Po svaření okrajů dílů se oblast švu znovu zahřeje hořákem, přičemž se postupně sníží teplo, takže kov postupně chladne. Poté se struska odbije a povrch se očistí kovovým kartáčem nebo bruskou.

RESANTA SAI-250
- Maximální výkon, W: 7700
- Rozsah regulace proudu, A: 10 – 250
- Maximální odběr proudu, A: 35

RESANTA SAI-190T LUX
- Maximální výkon, W: 5000
- Rozsah regulace proudu, A: 10 – 190
- Maximální odběr proudu, A: 22
Svařování litiny poloautomaticky
Jaký druh svařovacího drátu je potřeba
Svařování litiny probíhá také poloautomaticky v prostředí oxidu uhličitého. Pro svařování za studena je vhodný drát PP ANCH-1 pro polohorkou metodu, správnější je použít PP ANCH-2 a pro svařování za tepla PP ANCH-3.
Jak svařovat litinu poloautomaticky
Na zařízení je třeba nastavit slabý stejnosměrný proud, asi 100–110 A, a zvolit obrácenou polaritu.
Hořák s drátem je poháněn přímo, bez oscilačních pohybů. Švy jsou udržovány krátké a pravidelně se zastavují, aby se kov ochladil. Struska se odstraní po dokončení každého švu. Aby bylo zajištěno postupné ochlazování kovu po dokončení procesu, je díl pokryt nehořlavým materiálem.

RESANTA SAIPA-200
- Maximální výkon, W: 5500
- Typ svařování: MIG/MAG, MMA
- Maximální odběr proudu, A 30

Resanta SAIPA-160
- Maximální výkon, W: 6200
- Typ svařování: MIG/MAG, MMA, TIG
- Maximální odběr proudu, A 25.4
Argonové svařování litiny (TIG)
Svařování litiny v prostředí inertního plynu pomáhá vytvořit vysoce pevný svar s malým průnikem kovu. Tato metoda ale vyžaduje dostatek zkušeností a dovedností interpreta.
K provozu potřebujete válec s argonovým ochranným plynem a nekonzumovatelné wolframové elektrody. Jako přísada se používá měděno-křemíkový nebo jednoduše poměděný drát. Je lepší vybrat drát o tloušťce 1,2-1,6 mm, protože tenké se rychle spálí. Invertor TIG je konfigurován pro konstantní proud a obrácenou polaritu. Doporučujeme zvolit proudovou sílu z tabulky v souladu s tloušťkou obrobku.
| Tloušťka kovu | Síla proudu | Spotřeba plynu |
|---|---|---|
| 4 – 6 mm | 70–90 A | 8 l / min |
| 7 – 8 mm | 100–120 A | 9 l / min |
| 9 – 10 mm | 130–200 A | 10 l / min |
| 11 – 20 mm | 250–350 A | 11 l / min |
Svařování se provádí za tepla i za studena. Profesionálové často používají metodu práce se dvěma hořáky, z nichž jeden předehřívá svařovací oblast a druhý přímo svařuje hrany obrobků. Hořák není držen kolmo k pracovní ploše, ale pod úhlem.
Při svařování dlouhých trhlin se nejprve aplikují cvočky, aby se výrobek při zahřátí nedeformoval. Místa svařování, stejně jako směr jízdy, se střídají, aby se zabránilo místnímu přehřátí.
Důležité je i v tomto případě pomalé ochlazování, stejně jako u jiných metod svařování, proto se doporučuje dílo na závěr zasypat pískem, azbestem nebo jiným materiálem.

RESANTA SAI-230AD
- Maximální výkon, W: 6900
- Rozsah regulace proudu, A: 10 – 230
- Maximální odběr proudu, A: 31

Resanta SAI-200AD
- Maximální výkon, W: 7400
- Rozsah regulace proudu, A: 15 – 200
- Maximální odběr proudu, A: 36
Shrnout
Na závěr odpovíme na otázky, které začínající svářeči při svařování litiny často mívají.
- Je normální, že litina po svařování vydává praskavé zvuky?
Ano, k tomuto zvuku dochází při nerovnoměrném smršťování usazeného kovu a litiny při jejich ochlazování, ale ne vždy to vede ke vzniku trhlin. Pro zajištění kvality svarového spoje prohlédněte díl po jeho úplném vychladnutí a ve zvláště kritických oblastech se provádějí kontroly pomocí rentgenu nebo ultrazvuku.

Jak správně zahřát litinu před svařováním?
Ve výrobě se k tomu používají speciální pece nebo indukční metoda. Doma můžete použít plynový hořák nebo foukačku.
Aby se svařované díly postupně ochlazovaly, můžete je zasypat pískem nebo je nechat v troubě, kde byly nahřáté, posypané popelem.
Svařování litiny je samozřejmě specifické a vyžaduje dodržování povinných pravidel. Pokud jsou však splněny všechny podmínky, můžete litinové díly svařovat i doma a kvalita výsledných spojů nebude horší než průmyslové zpracování.