Jak roztavit bronz?

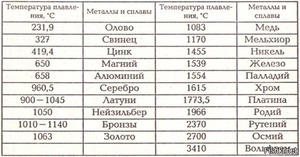
Teplota, při které se bronz taví, závisí na jeho složení. Abyste mohli nezávisle odlévat výrobky z tohoto materiálu, musíte své pracoviště vybavit veškerým potřebným vybavením a přísně dodržovat technologická pravidla.
Druhy slitin
Bronz obsahuje měď a legující přísady (berylium, olovo, hliník, křemík a cín). Všechny jeho slitiny obsahují i složky jako zinek, fosfor atd. Kromě bronzu moderní průmyslový průmysl zabývající se výrobou dalších slitin z mědi – konstantan, copel, nikl stříbro, kupronickel, mosaz aj.
Množství a typ legujících složek v bronzové slitině určuje její chemické a fyzikální vlastnosti, stejně jako barvu materiálu.
Značky bronzových slitin, jejichž bod tání leží v rozmezí od 930 do 1140 stupňů Celsia, mají svá označení. Podle chemického složení slitiny podle bronzu se dělí na:
Lidé se naučili kombinovat cín s mědí k výrobě bronzu již dávno. Cín dělá materiál pevnější a také snižuje jeho teplotu tání. Pozoruhodným příkladem tohoto typu slitiny je zvonový bronz. Obsahuje dvacet procent cínu a osmdesát procent mědi. Výrobky vyrobené na bázi zvonového bronzu se však vyznačují vysokou křehkostí.
Bezcínové bronzy, jak název napovídá, neobsahují cín. Tyto slitiny jsou dnes klasifikovány do samostatných kategorií bronzů:

- Berylium je nejpevnější a má mnoho vlastností lepších než ocel;
- Křemík-zinek – mají zvýšenou odolnost proti oděru (výhodou takových bronzů této skupiny je, že při roztavení mají vysokou tekutost);
- Na bázi hliníku a mědi – mají vysokou antikorozní ochranu a vynikající vlastnosti proti tření.
V současnosti jsou nejběžnější bronzy obsahující cín. Pro účely značení materiálu se bez ohledu na složení používá označení „Br“, za kterým jsou uvedeny použité přísady a jejich obsah v materiálu. Můžete například rozluštit bronz „BR OTSSNZ-7−4−2-. Tato slitina cínu obsahuje cín, zinek, olovo a nikl. Čísla udávají jejich procentuální zastoupení v bronzu. Složení jakékoli značky bronzu může obsahovat další prvky, mající následující označení:
- A – slitiny hliníku;
- B – slitiny na bázi berylia;
- F – obyčejné železo;
- K – křemíkový prvek;
- Mts – obyčejný mangan;
- F – fosfor.
Casting doma

Pro nezávislé odlévání bronzových výrobků doma je nutné zajistit vhodné podmínky. Nejdůležitějšími body jsou účinné větrání v místnosti a spolehlivá protipožární opatření. Pokud potřebujete vyrobit malé bronzové výrobky, lze práci provést v malé místnosti. Pro větší stavby je lepší využít garáž nebo dílnu. Stojí za zmínku, že podlaha v pracovně musí být vyrobena z nějakého nehořlavého materiálu.
Aby bylo možné roztavit bronz, nelze se obejít bez speciální muflové pece. Bylo by skvělé, kdyby zařízení mělo vestavěný regulátor teploty topení. Pokud nemáte možnost používat takový sporák, pak doma můžete použít obyčejnou kovárnu.
Kromě pece, která dokáže roztavit kovovou slitinu, budete pro odlévání bronzových výrobků potřebovat:
- Kelímek – litinová nebo ocelová nádoba s výlevkou (pro nalévání materiálu do forem a tavení);
- Speciální kleště, kterými se kelímek vyjme z muflové pece;
- Háček;
- Odlévací formy;
- Uhlí ze dřeva, které bude fungovat jako palivo (při použití kovárny).
Postup odlévání se tedy provádí podle následujícího schématu:
- Kovová slitina, kterou je třeba roztavit, rozdrtit a umístit do kelímku.
- Kelímek se vloží do pece a zahřeje se na požadovanou teplotu.
- Poté, co je kovová slitina roztavena v kelímku, zahřívá se v peci dalších čtyři až pět minut. To je nutné z důvodu, aby byl materiál co nejtekutější a aby se naplnila celá licí forma.
- Kelímek, který obsahuje roztavenou kovovou slitinu, se vyjme z pece pomocí kleští a háku.
- Tekutý kov se odlévá do formy speciálním otvorem. Při provádění tohoto postupu je nutné zajistit, aby proud nebyl přerušovaný nebo příliš tenký.
Licí forma musí být předem řádně připravena řádným kalcinováním uvnitř pece. K tomu je třeba troubu zahřát na teplotu 600 stupňů a teprve poté do ní umístit formu. Dále je třeba zvýšit teplotu na 900 stupňů a formu ponechat v troubě dvě až čtyři hodiny. Čím větší je forma, tím déle je potřeba ji uchovávat ve vyhřáté troubě.
Funkce plnění
Pokud je roztavená kovová slitina odlita do velké formy, pak její hmotnost bude dostatečná k vytlačení nahromaděného vzduchu. Pokud se pro odlévání používají malé formy, měli byste se uchýlit ke speciálním technologickým metodám.
V tomto případě jsou formy umístěny v odstředivkách, které fungují buď elektricky nebo ručně. Během procesu rotace vzniká odstředivá energie, která zajišťuje rovnoměrné rozložení kovové slitiny po vnitřním povrchu formy. Tato technologie je však účinná pouze v situaci, kdy je kovová slitina ještě tekutá a nezmrzlá.
Po dokončení odlévání a ochlazení materiálu se výrobek odebírá pomocí běžných zařízení (pinzeta a hák). Je třeba si pamatovat, že povrch nedávno vytěžených konstrukcí se nemůže pochlubit vysokou kvalitou, a proto je třeba je podrobit speciálnímu mechanickému zpracování.
Výroba odlévacích forem
Úroveň kvality výsledných výrobků je ovlivněna také správností licí formy, která umožňuje obdařit výrobek potřebnými geometrickými parametry a konfigurací. K vytváření forem se často používá speciální nástroj – baňka. Baňka, jejíž rozměry by měly být přibližně jedenapůlkrát větší než rozměry hotové konstrukce, obsahuje spodní zásuvku a horní rám.
Části zařízení lze vzájemně spojovat pomocí bočních svorek.
Složení standardní formovací směsi zahrnuje:
- jíl;
- jemný písek;
- Kamenný prach.
Když se tyto složky smíchají, získá se homogenní směs. K výrobě formy se také neobejdete bez modelu ze dřeva nebo jiného docela měkkého materiálu.
Výroba samotné formovací konstrukce proveden následovně.

- Formovací směs se umístí do spodní zásuvky baňky, kterou je potřeba trochu udusat.
- Model se umístí do připravené kompozice, která musí být předem potažena práškovým grafitem nebo mastkem.
- Horní rám je připevněn ke dnu baňky a poté je naplněn formovacím roztokem. Před zasypáním je třeba udělat otvor pro budoucí sprue. K tomu můžete použít speciální kuželovou zástrčku.
- Po zhutnění formovací směsi je nutné formu rozdělit na dvě části. K tomu můžete použít jakékoli ostré zařízení.
- Poslední fází je odstranění vad a vyrovnání nerovností.
Vyrobená forma musí být vysušena, teprve poté může být použita.
Technologie odlévání
Chcete-li vytvořit složitou strukturu nebo vysoce kvalitní díl, můžete použít jinou metodu, která zahrnuje použití modelu vyrobeného z tavitelných materiálů. V takové situaci můžete použít parafín nebo vosk na výrobu odlévací formy. Tento model se jednoduše roztaví a vloží do vroucí vody.
Chcete-li zajistit přesnost geometrických charakteristik a tvarů modelu, můžete použít hotový výrobek. Jeho pomocí se získá sádrová forma, ze které bude odlita přesná kopie.
Pro tavení sekundárních bronzů a mosazí se používají reverberační pece na kapalné nebo vysoce kalorické plynné palivo. V domácích továrnách se rozšířily pece s rotačním pohybem plamene, které mají podobnou konstrukci jako pece používané pro tavení hliníku.
Rozdíl v měrných hmotnostech slitin mědi a hliníku se znatelně projevuje ve velikosti pecí: pece na výrobu bronzu a mosazi mají menší velikosti lázně, a tedy i menší rozměry než pece na tavení hliníku. Při tavení surového kovu se používají pece o kapacitě 5-20 tun.
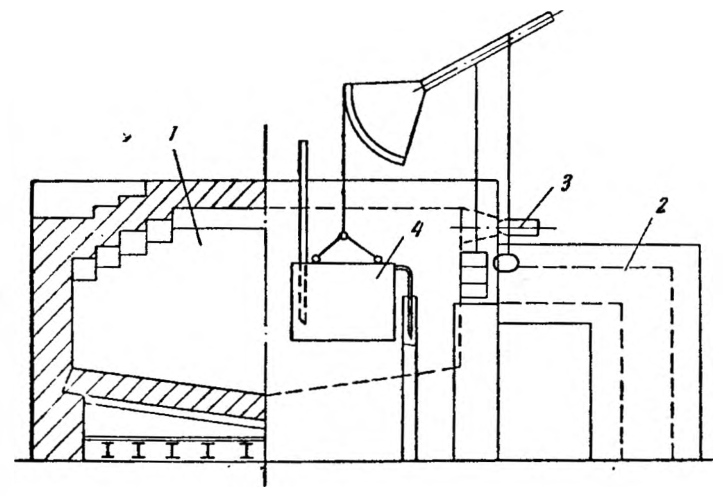
V závislosti na velikosti pecí se vzdálenost mezi pracovním oknem a zadní stěnou pohybuje od 1,5 do 2,5 m a hloubka lázně – od 0,15 do 0,45 m Ve velkokapacitních pecích (obr. 100), dvě pracovní okna jsou vyrobena v boční stěně a malá v čelní stěně. Pece pro slévárenské účely (licí ingoty, pouzdra atd.) jsou stavěny o kapacitě 1,5-2,5 tuny.
Stěny od krbu až po úroveň kovové lázně jsou obloženy chrommagnezitovými cihlami a nad vanou – šamotem. Podlaha je ze šamotových cihel s křemenným svařováním. Klenba je postavena z cihel dinas. Tahy kamen mají pružiny pro kompenzaci tepelné roztažnosti zdiva. Dveře pracovních oken jsou vodou chlazené a jejich zvedání je mechanizované. Suroviny se nakládají do velkých pecí pomocí formovacích strojů. Kov je odpichován přímo z odpichového otvoru do licího stroje nebo do pánve, pokud je kov určen pro slévárenské účely.
Teplo z výfukových plynů se využívá pro rekuperační kotle, načež jsou plyny posílány do sběru prachu, aby se extrahovaly kovy, které obsahují.
Nevýhodou reflexního tavení je vysoká pracnost údržby a také značné ztráty kovu oxidací. Pokud dochází k hromadění prachu, nejsou ztráty plyny nevratné.
Chování kovů při tavení
Významnou nevýhodou reflexního tavení jsou značné ztráty zinku. Oxid zinečnatý je odváděn s kouřovými plyny a zachycován v zařízeních na sběr prachu. V dozvukové peci se olovo částečně odpařuje a oxiduje. Měď a cín se při tavení sekundárních bronzů a mosazí prakticky nevypařují.
Redukční atmosféra obsahující vodík má škodlivý vliv na kvalitu tavené mědi a jejích slitin. Rozpustnost vodíku v mědi při teplotách 1100, respektive 1400° dosahuje 6 a 12 cm3 na 100 g kovu. Přítomnost kyslíku v mědi snižuje rozpustnost vodíku v důsledku tvorby vodní páry, která se odstraňuje z kovu.
Kombinovaná přítomnost vodíku a kyslíku v kovu může způsobit tvorbu bublin a další defekty nazývané „nemoc vodíku“.
Pokud je ve spalinách přítomen oxid siřičitý, měď reaguje za vzniku sulfidu měďnatého:
Za podmínek, kdy reakce probíhá zprava doleva, se v kovu tvoří plynové slupky v důsledku uvolňování oxidu siřičitého. V oxidační atmosféře se měď oxiduje na oxid, který je rozpustný v tekuté mědi, která hraje důležitou roli při rafinaci slitin mědi.
Oxid měďnatý je oxidační činidlo pro cín, hliník, křemík atd., a proto se před jejich zavedením do slitiny měď dezoxiduje fosforem. V sekundárních cínových bronzech a mosazích hraje roli odkysličovadla mědi v nich obsažený zinek, který je v tomto ohledu silnější než fosfor.
Přítomnost pevných částic v kovu (oxidy hliníku, křemíku, manganu a zejména cínu) má nepříznivý vliv na kvalitu slitiny, protože klesá její tekutost a tažnost a zhoršují se mechanické a kluzné vlastnosti.
Ochrana kovu při tavení
Krycí tavidla a dřevěné uhlí naložené při tavení slouží k ochraně kovu před oxidací. Spotřeba tavidel je ve srovnání s tavením hliníkových slitin nepatrná.
Vrstva dřevěného uhlí na lázni tekutého kovu je dobrým tepelným izolantem a také chrání tekutý kov před oxidací a absorbuje plyny.
Technologie tavení slitin mědi
Při výrobě slitin mědi z čistých kovů byla vyvinuta následující technologie tavení:
- tavení mědi pod vrstvou dřevěného uhlí;
- deoxidace mědi fosforem;
- zavedení slitinových složek do tekuté mědi.
Při výrobě slitin mědi z recyklovaných kovů se kusový šrot nejprve roztaví, aby se vytvořila kapalná lázeň, a poté se nabijí ostatní složky vsázky. Při tavení sekundárních cínových bronzů se nepoužívá dezoxidace mědi fosforem. V peci se vytváří mírně oxidační nebo neutrální atmosféra.
Při lití slitiny do forem se povrch prasátek posype jemným dřevěným uhlím, aby se snížila oxidace a získal se hladký povrch.
Po úniku kovu se čistí prahy pracovních oken, stěny a pod horkou pecí. Odpichový otvor se očistí od cákanců a strusky a poté se utěsní ohnivzdornou hlínou.
Suroviny se vloží do předem vyčištěné a vyhřáté pece pomocí plničky a rovnoměrně se rozmístí po celé lázni pece. Režim ohřevu se mění v závislosti na složení vsázky: při tavení červené mědi je intenzivnější než při tavení mosazných surovin. Pevná směs se promíchá, balíky se od sebe oddělí pomocí ocelové tyče (viz obr. 58).
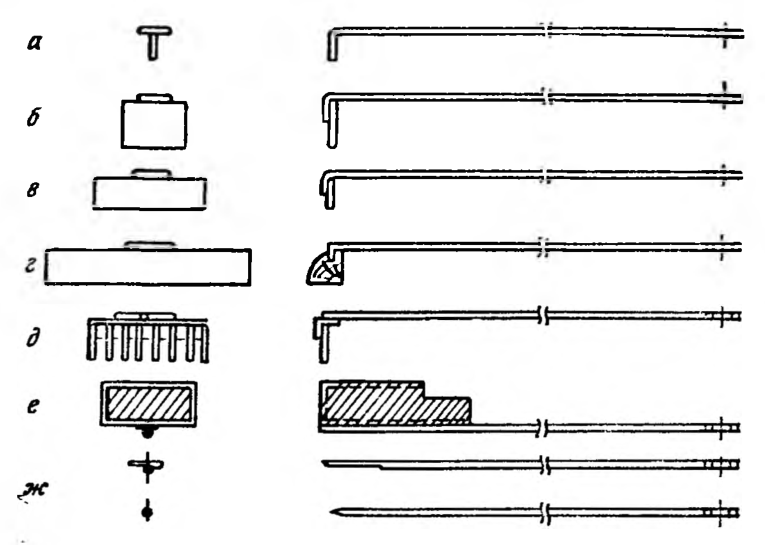
Žáruvzdorná vsázka musí být naložena do nejvyšších teplot pece, například měděný šrot a hrubá bronzová prasátka jsou naloženy na druhou vsázku, která je vystavena přímému ohřevu plamenem. Tavidlo se někdy předem smíchá s kovovou vsázkou a v této formě se vloží do pece současně se surovinami. Během procesu tavení pravidelně každých 10-15 minut. promíchejte tekutou lázeň a vtlačte do ní tuhou směs tyčí. Míchání se provádí jak v horní, tak ve spodní vrstvě lázně, aby se změkčená směs nelepila na dno pece. Struska je čerpána pomocí lopatky (viz obr. 58) do struskových jímek. Po odstranění strusky se do lázně zavádí zinek, cín, hliník, křemík, mangan atd. Vsázkové materiály se musí ohřívat na prahu pece nebo ve žlabu, který je v peci po určitou dobu udržován. Zinek je ponořen do hloubky lázně a promíchán, čímž se eliminuje násilný var a snižují ztráty. Cín se přimíchává za stálého míchání do tekuté lázně. Materiály s nízkou měrnou hmotností se nepřetržitě ponořují a míchají do kapalné lázně, dokud se úplně nerozpustí.
Kov z pece může být odpichován přímo do forem licího stroje namontovaného v blízkosti pece nebo do licích pánví, ve kterých je kov přiváděn pro slévárenské účely. Při lití do forem se odpichový otvor propíchne tenkým páčidlem, které se v něm nechává pro regulaci toku kovu při lití. Formy jsou předehřáté.
Licí pánve musí být potaženy hlínou a kalcinovány při 600-700°.
Po uvolnění kovu může kov zůstat v peci stagnovat pro následné tavení. Pokud je kov zcela uvolněn, pec se vyčistí.
Při zapuštění odpichového otvoru se do hliněné zátky do 2/3 zarazí páčidlo, což usnadňuje proražení odpichového otvoru při uvolňování kovu.
Příprava pracoviště
Pracovní nástroj používaný k tavení musí být na určitém místě.
Pro podepření nástroje jsou u pracovních oken instalovány masivní tyče. Připraví se litinové nádoby na strusku. Pro jednu pec o kapacitě 10-15 tun je zapotřebí následující sada nářadí, ks:
Kluby ………………………………………… 6
Shrabky na strusku………………………………2
Lopaty ocelové ………………… 2
Tyče pro podepření nářadí. 2
Páčidla …………………………………………………. 2
Návyky ………………………………………………… 2
Škrabky jsou různé …………………………………. 4
Perlíky………………………………………………………. 2
Je nutné připravit dobře vyžíhané a prosáté dřevěné uhlí pro nasypání na kovový povrch a jemné uhlí pro posypání povrchu prasat.
Při odlévání kovu do licích forem je nutné mít zásobu dobře potažených a kalcinovaných odlévacích nádob.
Tavení cínového bronzu
Tavení bronzu lze provádět s nakládáním surovin do suché pece nebo s plněním do přenosné kapalné lázně. Pec se zahřeje na teplotu 1200° (světle oranžová barva obložení). Nejprve se na suché lože naloží hutná směs s nízkým obsahem zinku a potáhne se tavidlem. Dveře pracovních oken pece jsou zavřené. Palivo je dodáváno nejprve v malých množstvích pro spálení olejů obsažených v náplni a poté je udržována maximální možná teplota. Míchejte každých 10-15 minut. Pec je udržována v přetlaku a mírně oxidační atmosféře. Vyzdívka pece se zahřívá na bílý žár (1300°). Pytlovaný šrot a radiátory se taví s nakládáním v několika stupních, každá další porce se nakládá po roztavení předchozí. Třísky se při vložení do kapalné lázně taví, čímž jsou chráněny před oxidací tavidly. Mosaz se vkládá jako poslední. Po odstranění strusky se do tekutého kovu zavádí zinek, olovo a cín.
Bronz se často taví válcovací lázní, přičemž pokaždé po nalití kovu zůstává část tekuté lázně – stagnace. V tomto případě je výstupní otvor vytvořen nad úrovní dna pece, takže po uvolnění zůstává 20-30% kovu v peci. Pořadí nakládání vsázky je následující: nejprve se do tekutého kovu vloží mosazné a bronzové hobliny, poté se naloží radiátory a další mosazný šrot, bronzový šrot a nakonec se naloží měděná a hrubá bronzová prasátka. V tomto případě je vsázka lépe rozdrcena a ponořena do kapalné lázně a žáruvzdorné složky vsázky jsou vystaveny intenzivnějšímu ohřevu.
Vsázka zanesená mechanickými nečistotami ocelových dílů se taví při nižší rychlosti pece (zatížení 1100°, tavení 1200°).
Tavení sekundárních mosazí
Mosaz se taví v pecích o kapacitě nejvýše 5 tun Kapacita je omezena, aby se zkrátila doba tavení z důvodu značných ztrát zinku. Pro vytvoření lázně se roztaví hustý mosazný šrot. Následně během provozu pece na tavení mosazi zůstává po každé tavbě 20-30 % kapacity pece stagnovat. Kov je potažen tavidlem. Suroviny se vkládají do kapalné lázně v tomto pořadí: hobliny, odřezky, pytle a šrot. V peci je udržována neutrální nebo mírně oxidační atmosféra. Malý přetlak na úrovni prahu pracovních oken by měl zabránit úniku vzduchu do pece. Mosazné kuličky extrahované ze strusky se taví pod krytem dřevěného uhlí a kryolitu. Kuličky se vloží do kapalné lázně a stlačují se silnou náplní. Zinek a olovo jsou zavedeny na konci tavení, zahřáté na 100-120 °. Nedoporučuje se ohřívat zinek nad stanovenou teplotu.
Po zavedení olova se kov dobře promíchá, struska se odstraní a povrch lázně se pokryje vrstvou dřevěného uhlí. Teplota kovu při výstupu z pece by měla být v rozmezí 1050-1100°.
Tavení speciálních bronzů a mosazí
Hliníkové bronzy tavené v samostatné peci, neboť ani opakovaným promýváním tavenin není možné zbavit se cínu, zinku a olova přiváděného do pece cínovými bronzy a mosazi. Kapacita pecí nepřesahuje 5 tun Tavení se provádí válcovací lázní. V peci se udržuje neutrální nebo mírně oxidovaná atmosféra.
Při absenci přenášecí lázně se měděný šrot nejprve naloží ve formě kusového odpadu nebo pytlů. Po roztavení mědi se zavádí železo ve formě bimetalového odpadu nebo železných hoblin, dále se nakládá slitina Cu-Mn a nakonec hliník. Teplota kovu při přípravě hliníkových bronzů by neměla překročit 1200 °, protože při vyšších teplotách kov začíná silně oxidovat a je náchylný k nasycení plyny.
Při tavení hliníkových bronzů se do tavidla zavádí kryolit, který rozpouští oxid hlinitý.
Silikonové mosazi roztavit válcovací lázní. Velkou pozornost je třeba věnovat přípravě vsázky – nepřítomnosti vlhkosti a olejů, protože oleje způsobují kontaminaci kovu plynem. Na povrch lázně se nanese tavidlo a poté se vloží křemík, hobliny a šrot. Červená měď je naložena na horní část vsázky existující v peci. Pokud nejprve vložíte měď a nahoře mosaz, může se mosaz roztavit jako první a obalit neroztavené kusy mědi, což zpomalí proces tavení vsázky. První fáze zahřívání vsázky se provádí na nízkém plameni. Po vyhoření olejů se zvýší zásoba paliva. Lázeň se opatrně míchá. Struska je odstraněna a následně je mosaz odlévána při teplotě 1160°.
Odlévání bronzových pouzder a válcových ingotů
Pouzdra a válcové ingoty jsou vyrobeny z valivých bronzů ОЦС6-6-3 a ОЦС5-5-5, což jsou polotovary pro výrobu ložisek a dalších výrobků. Pouzdra malých rozměrů se odlévají do formy se zemním jádrem, velké velikosti se odlévají na odstředivých licích strojích. Ingoty různých velikostí lze odlévat ve speciálních strojích s vakuovým odsáváním nebo v litinových formách.
Kov se taví v malých reverberačních pecích. Šrot a odpad použitý ve vsázce musí být zvláště čistý, bez ocelových nástavců. Proces tavení se provádí tak, jak je popsáno výše. Po dokončení tavení se kov rafinuje měděnými okujemi, aby se odstranily nečistoty hliníku, křemíku a síry. Poté se struska odstraní, kovový povrch se pokryje vrstvou dřevěného uhlí a zastaví se přívod paliva a vzduchu. Teplota kovu před uvolněním by měla být 1200-1250 °.
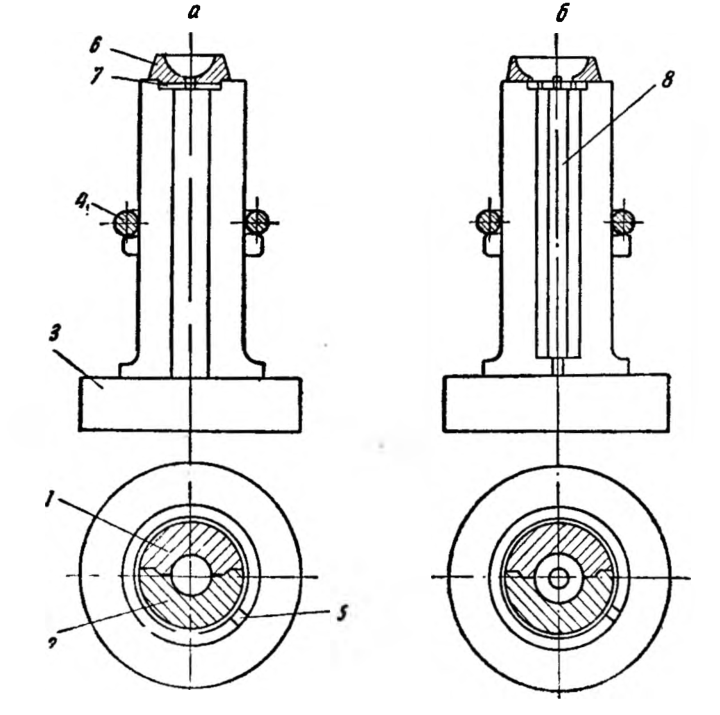
Kokila pro odlévání válcových ingotů (obr. 101, a) se skládá ze dvou bočních polovin 1 až 2, litinové pánve 3, ocelového prstence 4 a klínu 5. Na kokile je instalován litinový trychtýř 6, mezi chladicí formu a nálevku je umístěna písková diafragma 7, která má malý otvor, kterým se kov z nálevky nalévá do formy. Po vytvrzení kovu se v místě instalace membrány vytvoří tenké hrdlo, které spojuje polotovar s nálevkou. Zápustka je rozebrána, když je kov ještě velmi horký a křehký; nálevka je sražena kladivem, čímž se oddělí vtokový kanálek od ingotu (pro demontáž je třeba vyrazit klín 5 a odstranit kroužek 4). Forma pro odlévání pouzder (obr. 101,6) se vyznačuje přítomností zemnící tyče 8.
Pro výrobu tyčí a diafragm se používají následující materiály, %:
Písek K 50/100 …………………………..62
Recyklovaná půda….22,5
Písek P 200/270 …………………………. 15,0
Spojovací materiál………………………………….. 0,5
Jako spojovací materiál lze použít dextrin nebo jeho náhražky.
Připravená směs se naplní do žlabů a přidá se voda. Zpracování v žlabech pokračuje po dobu 20 minut, poté se směs vyloží a naplní na síto o velikosti ok 2 mm. Pomocí síta se od hotové směsi oddělují velké hrudky zeminy. Hmota se lisuje v jádrových boxech. Při výrobě jádra se do středu vloží drátěný rám, formovací hmota se nalije do krabice a zhutní. Tyče se propíchnou, aby prošly plyny, vyjmou se z krabic a položí se na desku posypanou pískem. Desky s lisovaným materiálem se vloží do sušárny, kde se suší při 190-200° po dobu 1 hodiny. Na konci sušení se desky vytáhnou, materiál se spolu s deskami ochladí na vzduchu.
Před litím kovu se chladicí formy očistí od uhlíkových usazenin a okují pomocí dlát, škrabek a drátěného kartáče. Prach se odfoukne měchy, načež se otřou hadry. Vyčištěné kokily se lubrikují při 150-200° a poté se shromáždí.
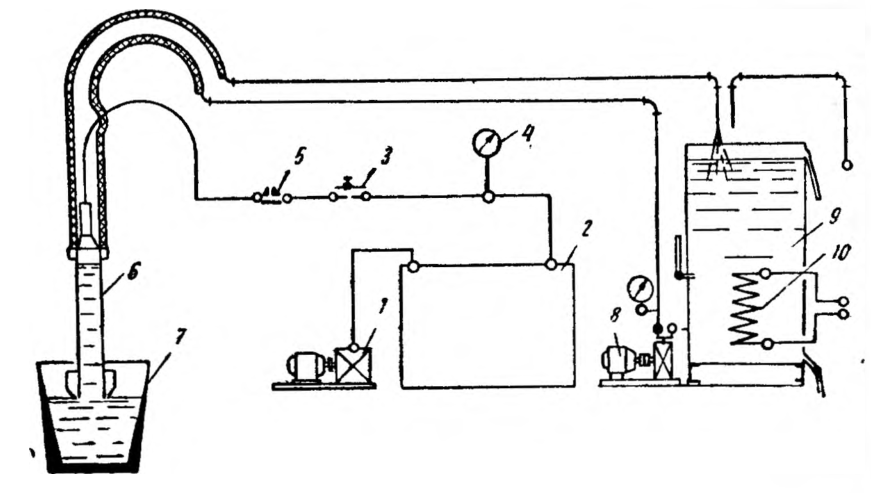
Zařízení pro odlévání ingotů metodou vakuového sání (obr. 102) se skládá z vývěvy 1, válce 2, úniku jehly 3, vakuometru 4, třícestného ventilu 5, krystalizátoru 6 a kelímku s tekutý kov 7. Krystalizátor je forma pro odlévání ingotů. Jedná se o vodou chlazený keson, jehož vnitřní dutina je napojena na vakuové vedení. Voda pro chlazení krystalizátoru je přiváděna pod tlakem z čerpadla 8. V okruhu chladicí vody je nádrž 9 s hadem 10 pro ohřev vody párou. Když je ventil 5 uzavřen, nepřetržitě pracující vývěva 1 vytváří vakuum v systému.
Špička krystalizátoru se ponoří do kovu, pomalu se otevře ventil 5, spojující dutinu krystalizátoru s vakuem, a začíná nasávání vzduchu a plynů z krystalizátoru. V důsledku řídnutí kov stoupá z kelímku a vyplňuje dutinu krystalizátoru. Podtlak vakuového systému je navržen tak, aby zvedl kov do požadované výšky. V této poloze kov krystalizuje ve formě ingotu. Po uzavření kohoutu 5 slitek vypadne. Dutina krystalizátoru je vyčištěna od uhlíkových usazenin pomocí kartáčků a následně promazána tenkou vrstvou maziva pomocí plstěného kartáčku.