Jak ohýbat trubku: nejlepší metody

Ohýbaná profilová trubka je základním prvkem při navrhování altánů, přístřešků, skleníků, plotů, dokonce i garáží. Velkoprofilové silnostěnné profily se používají při konstrukci střech budov. Spolehlivost a atraktivní vzhled budované konstrukce závisí na tom, jak dobře je profil ohnut.
Vlastnosti
Na rozdíl od trubky s kulatým průřezem je ohýbání profilu se čtvercovým nebo obdélníkovým průřezem obtížnější. Vzhledem k přítomnosti ostrých úhlů, ze kterých byla profilová trubka odlita, je v některých případech nutné profil částečně ohnout. Používají se následující přístupy.
- Vyvinutím tlaku na potrubí zevnitř. Může to být jakékoli granulované nebo kapalné médium. Pomůže trubce zaujmout správný tvar při ohýbání bez ohýbání nebo „vrásek“ na vnitřní straně.
- Zahřátí profilu na teplotu, blízko té, při které ocel měkne.
Při ohýbání trubky je profil vystaven tlakové síle na vnitřní straně ohybu a tahové síle na vnější straně. Strany ztrácejí správné zarovnání, které jim bylo přiděleno ve výrobě.
Pokud nejsou dodrženy poloměry ohybu, profil se zvenčí roztrhne a/nebo se ohne dovnitř z opačné strany. Vliv má také tloušťka stěn a rozměry průřezu. Poškozený výrobek nelze obnovit.
Co je potřeba?
Nejrychlejším způsobem je použití ohýbačky profilů nebo trubek. Ohýbání trubek za studena do 10 mm, jak čtvercových, tak kulatých, je podobné ohýbání výztuže. Stačí dodržet pravidlo – alespoň 15 vnějších poloměrů kulaté trubky nebo alespoň 15 hodnot větší šířky pravoúhlé trubky. Ohýbání čtvercového profilu bude vyžadovat Pokud nemáte přístup k průmyslové ohýbačce trubek, ve které je poloměr ohybu nastaven velmi přesně, pomůže bruska a svářečka. Ale „zlomené“ ohýbání je extrémní opatření.
Ohýbání za studena je také možné pomocí jednoduchého zařízení vyrobeného z jiné trubky (nebo tvarovek) a speciálního držáku s velkou uchopovací plochou, který umožňuje ohýbat kruhovou nebo hranatou trubku postupně. Tato metoda se používá, když není nutný dokonalý, rovnoměrný ohyb.
Domácí ohýbačka profilových trubek je v nejjednodušším případě deska s otvory, do kterých se vkládají čepy. Jsou umístěny tak, že ohnutá trubka prochází mezi nimi, ale jsou předem vyrovnány na obou stranách podél křivky. Další možností je páka s oválnou šablonou, která působí jako jakýsi vzor skládající se z planparalelních rovin. Používají také speciální válečkové kolo, které se odvaluje podél oblasti budoucího ohýbání: hloubka ohybu je regulována aplikovanou silou. Všechny způsoby domácího ohýbání vyžadují určitou zručnost a zkušenosti.
prostředky
Ohýbání profilu 40×20 nebo 20×20 doma nebude nic složitého. K tomu jsou vhodné všechny níže uvedené metody. Úzké vlnité trubky (méně než 20*20), zejména tenkostěnné, se ohýbají pomocí primitivního uchopení nebo dokonce na jakémkoli zakřiveném a hladkém povrchu.
Hlavní věcí je neohýbat výrobek podél poloměru menšího než 10-15 stran (hodnoty šířky) profesionální trubky a nedělat náhlé pohyby. Takže pro velikost 40 x 20 cm není poloměr ohybu menší než 0,3 m.
Bruska
Bruska (nebo ruční elektrická úhlová bruska s řezným kotoučem na kov) vám umožňuje ohýbat profilovou trubku vlastními rukama pomocí řezů. Jsou-li jich více než dva, jsou od sebe stejně vzdálené. Jeden řez vám umožní udělat pouze ostrý, obdélníkový ohyb. Čím více řezů, tím hladší ohyb. Bude mít podobu pravidelné přerušované čáry. Řezy jsou potřebné, aby přebytečný kov na vnitřní straně netvořil záhyby, což dává trubce nevzhledný vzhled.
Úhel každého řezu je určen celkový úhel ohybu dělený počtem řezaných mezer. Aby se zajistilo, že vlnitá trubka získá úhledný vzhled a nebude dovnitř proudit dešťová voda, měly by být řezy na vnější stěně trubky pod ostrým úhlem, nikoli pravoúhlé. Například oblouková trubka s úhlem ohybu 180 stupňů s 20 řezy vyžaduje úhel pro každý z nich 9 stupňů. Toho lze dosáhnout pouze na velkém profilu a pomocí tenčích kotoučů – nebo provádět řezy pilou na železo než bruskou.
K tomu není potřeba zahřívat vlnitou trubku. Řezy jsou označeny a provedeny v souladu s poloměrem ohybu požadovaným zákazníkem. V tomto případě zůstane jedna ze stěn, vnější, neporušená, což zabrání rozpadu konstrukce, ale potrubí ztrácí pevnost. Pro získání počáteční pevnosti vlnité trubky jsou výsledné spoje vařeny svařováním.
Tato metoda se nazývá ohýbání trubek za studena. Tepelné zpracování (svařování) se provádí po ohýbání – a ne před ním, jak se děje v případech popsaných níže. Nevýhodou je žebrovaný vnější a vnitřní ohybový povrch, který zabraňuje těsnému kontaktu se zakřivenými konstrukcemi, například při pokládání kompozitních nebo plastových střešních plechů přes rám sestavený z takových trubek.
Naplňte pískem
Před zahřátím potrubí je naplněno pískem. Elastická síla, kterou má písek, umožní, aby se profil nezvlnil. Vnitřní strana záhybu zůstane hladká. Chcete-li trubku tímto způsobem ohnout, proveďte následující.
- Konce trubky uzavřete dřevěnými zátkami, ve kterých jsou vyříznuty podélné otvory. Ty jsou potřebné k tomu, aby ohřátý vzduch opouštěl potrubí bez vyražení zátky. Délka hmoždinek je 10x větší než šířka profilu.
- Zapalte část potrubí, na kterém se bude ohýbat.
- Do trubky nasypte středně zrnitý písek. Je vhodnější použít prosátý a dobře promytý písek, předem kalcinovaný na 150 stupňů.
- Zkontrolujte, zda je potrubí dobře uzavřenoa označte část trubky, kterou chcete ohnout.
- Zajistěte potrubí ve svěráku na pracovním stole.
- Zahřejte trubku do třešňově červené a na označeném místě ji ohněte.
- Po vychladnutí trubky odstraňte zátky a vysypte písek.
Ohnutá trubka je připravena k další práci.
S pružinou
Pokud nemáte po ruce písek nebo k němu nemáte přístup, použijte čtvercovou pružinu, jejíž závity jsou těsně rozmístěny. Pružina zabrání deformacím a nerovnoměrným změnám tloušťky stěn trubky a pomůže udržet její tvar.
Vlastnosti vysokouhlíkové oceli, ze které jsou pružiny vyrobeny, se kalcinací nemění – má stejnou elasticitu jako ve studeném stavu.
Přes vodu
Ohýbání vodou lze nazvat „ledový ohyb“. Jeden konec uzavřete těsnou zátkou, přidejte vodu, druhý konec uzavřete a počkejte na mrazivý den. Když voda zamrzne a roztáhne se, bude se mnohem snadněji ohýbat než v běžných domácích podmínkách. Ohyb bude rovnoměrný, bez vrásek nebo trhání. Nevýhodou této metody je, že nebude možné ohnout příliš krátkou trubku a ocelová trubka (pokud není vyrobena z nerezové oceli) může zevnitř zrezivět a ztratí značnou část své pevnosti.
Doporučení
Nesnažte se vytvořit ostrý ohyb profilu s výrazným úhlem. Obrobek se zlomí a poškozená část půjde do šrotu. Nepoužívejte výztuhu k ohýbání vlnité trubky vložením tyče do konce trubky – zdeformuje její okraje na konci profilu. Je také velmi obtížné takové poškození napravit. Pokusy o výpočet „správné“ tloušťky tyče pro stěny vlnité trubky nepřinesou výsledky – ohne se buď profil, nebo výztuž.
Nepokoušejte se kovový profil přehřát pomocí hořáku s ultravysokou teplotou (například pomocí plynového svařovacího stroje zapnutého v režimu řezání oceli) a zahřát jej na jasnější červený odstín. Po žlutooranžové barvě železo (a také ocel) měkne, profil se deformuje.
Takové poškození je nevratné; poškozené obrobky lze pouze roztavit. Přetavení oceli není možné doma.
Neohýbejte profil trhanými pohyby. Příliš rychlé ohýbání trubek vede k jejich zlomení. Hliník a slitiny na jeho bázi jsou zvláště náchylné k rozbití. Není třeba spěchat. Před ohýbáním trubku jednou zahřejte. Opakované (několikrát nebo vícekrát) zahřívání povede ke ztrátě pevnosti oceli. Pokud dojde k přehřátí jednotlivých úseků potrubí v důsledku nerovnoměrného ohřevu požadovaného úseku, ochlaďte je, dokud se barva ohřevu nezjednotí. Ohnutím přehřáté trubky dojde k jejímu prasknutí.
Pokud není možné rychle odstranit dřevěné zátky, mohou být spáleny zahřátím konců trubky. Teplota hoření a vznícení dřeva je několikanásobně nižší než teplota tavení oceli. V tomto případě nebudou žádné nepříjemné následky. Částečné podříznutí (zeslabení ocelových stěn) v ohybu je nepřípustné. Při ohýbání taková trubka praskne – její pevnost je nedostatečná k vytvoření hladkého ohybu.
Nepoužívejte kmen stromu jako oválný nebo kulatý povrch. Strom nemusí takovou zátěž vydržet. Na to existuje samostatné zařízení a více než jedno. Profil 20×40 a další velikosti, včetně 20×20, jsou příliš tenkostěnné na to, aby se ohýbaly vložením čepů dovnitř. Pro získání zvlněného, zkrouceného profilu je obvyklý kovaný. Ale kování profesionální dýmky se nedoporučuje pro ty, kteří nemají dovednosti kováře, protože to zničí. Profilové kování je metoda uměleckého zpracování, která se používá při výrobě lehkých zábradlí, bran a dveří z vlnitých ocelových trubek tenčího průřezu.
Ohnout profesionální trubku, jejíž vzhled nebude ostudný, zvládne každý sám. Celkem jde o více než desítku strojů a zařízení, které nahrazují profesionální ohýbačky profilů. Volba vhodné metody je dobrovolná.
Chcete-li se dozvědět, jak ohýbat profil rukama bez ohýbačky profilu, podívejte se na následující video.

Trubky jsou všestranné produkty, které lze použít pro různé účely. Velmi často, aby se trubka ideálně „vešla“ do místa, které je pro ni v konstrukci přiděleno, je nutné ji ohnout. Podívejme se níže na to, jak ohýbat trubku doma.

Stručný obsah
Výběr metody ohybu
Jak ohýbat trubku vlastníma rukama? Otázka není jednoduchá. Při ohýbání tohoto výrobku sami je v první řadě důležité vzít v úvahu skutečnost, že během tohoto procesu vznikají v profilovém kovu radiální a tangenciální síly, jejichž dopad může vést k prasknutí sekce a vzniku záhybů na to.

Aby se tomu zabránilo, je nutné při vytváření ohybu vzít v úvahu všechny parametry tohoto procesu.

Technologie, která může být použita v každém konkrétním případě, je vybrána na základě:
- Materiál potrubí;
- Jeho velikost;
- Požadovaný úhel a poloměr ohybu.

Po předběžném posouzení těchto parametrů byste si měli vybrat jednu z níže navržených možností. Níže uvedené fotografie vám pomohou pochopit správnou implementaci každého z nich a krok za krokem demonstrují, jak ohýbat trubku.

Teplo
Při vystavení vysokým teplotám se mnohé kovy a jejich slitiny stávají tažnějšími a méně deformovatelnými. Toto pravidlo platí pro hliníkové, duralové, ocelové, měděné, mosazné výrobky a hliníko-železné bronzové obrobky.
- Při ohřevu trubek z cínového bronzu, šedé litiny nebo slitin zinku můžete dosáhnout přesně opačného efektu – zahřátím křehnou.
- Z toho vyplývá, že na ohýbání nelze ohřát ledajakou trubku.
- Pozinkované trubky je možné ohřívat, protože jejich povlak v tomto případě není poškozen.
- Při zahřívání produktu byste se neměli nechat příliš unést, protože pod vlivem příliš vysokých teplot začne do materiálu pronikat kyslík, což má za následek jeho oxidaci – nevratný proces, který ničí potrubí. Jako příklad můžeme uvažovat ohýbání hliníkového předvalku.
- Zahřejeme ohýbací plochu a přivedeme na ni list papíru. Pokud se rozsvítí, výrobek lze ohnout.









Jako indikátor stupně ohřevu ocelových konstrukcí lze použít jejich zčervenání do stavu okují.

Plnění vodou nebo pískem
Voda se nalije do dutiny obrobku, poté se na obou koncích nainstalují zátky a umístí se studená tak, aby zmrzla.

Výrobek se ohýbá následným ohřevem plynovým hořákem. Tato metoda není vhodná pro trubky, které mají pozinkovaný povlak, protože může dojít k poškození.

Metoda využívající písek je použitelná pro trubky s velkým průřezem nebo čtvercovou konfigurací. Jeho podstata spočívá v předběžném vyplnění dutiny obrobku pískem. Poté se trubka důkladně zahřeje a ohne poklepáním paličkou. K ohýbání pozinkovaných konstrukcí není potřeba žádné teplo.

Použití šablon
Tato metoda je vhodná pro výrobu složitých ohybů trubek. Nejjednodušší šablonou může být kus drátu, předem ohnutý podle toho, jak bude výrobek ohýbán.

Pokud je možné umístit ohnutou trubkovou část na rovinu, mohou samořezné šrouby stočené do kusu překližky fungovat jako druh šablony. Ohýbání se provádí postupně, výsledný výsledek čas od času kontrolujeme pomocí šablony.

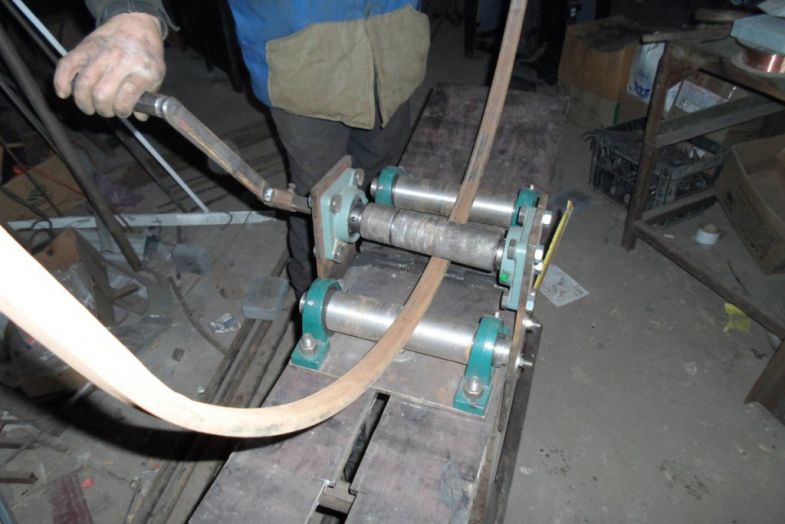
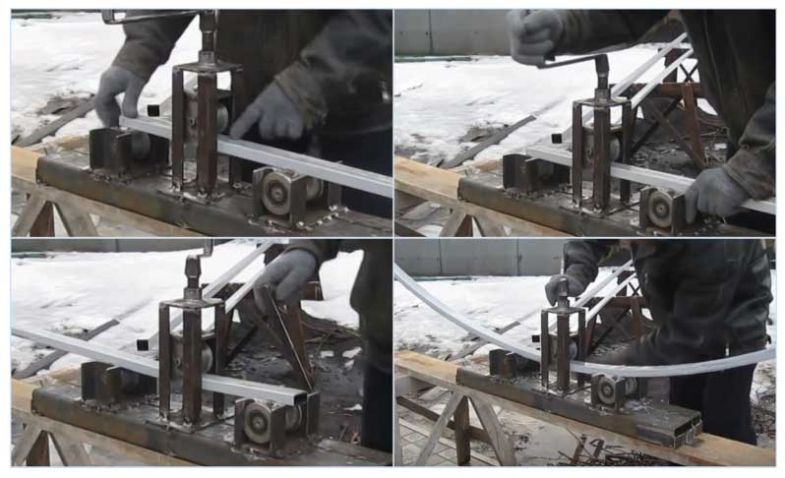
Aplikace rolí
Tato metoda je vhodná pro ohýbání kovového profilu. Je to dobré, protože jeho použití snižuje tření na povrchu výrobku a snižuje riziko nežádoucí deformace.









Výsledkem je, že k dosažení požadovaného ohybu je třeba vynaložit mnohem menší úsilí a poškození součásti je minimalizováno.

Pomocí rolí si můžete vyrobit vlastní ohýbačku trubek pro ohýbání trubek, což vám umožní vyhnout se použití dlouhých dílů. Nejčastěji se používá tříválcová verze. Dva válečky v něm umístěné hrají roli vnějších podpěr a třetí tlačí do středu záhybu.

Toto domácí zařízení umožňuje zpracovávat kulaté trubky, obdélníkové profily, stejně jako desky a rohy. Pomocí něj můžete ohýbat stejný poloměr na poměrně velké délce obrobku.

Jaro
Podstatou této možnosti je umístit pružinu požadovaného průměru, vyrobenou z oceli, do ohýbatelného obrobku.

Při ohýbání drží trubku a zabraňuje její nesprávné deformaci. Předprofilový prvek s vloženou pružinou se zahřeje a následně ohne pomocí kleští.

V určitých případech lze pružinu nahradit drátem. Jeho svazek se instaluje do potrubí po samostatných kusech a po dokončení ohybu se postupně vytahuje.

Metody ohýbání obrobků z různých materiálů
Profilové trubky
Profilové trubky mohou mít čtvercový, oválný a obdélníkový tvar. Je poměrně obtížné je ohýbat bez porušení technických specifikací. Nejúspěšnější možností pro provedení práce by bylo použití svařování s předběžným pilováním stěn obrobku bruskou, kde je plánován ohyb.

Kromě toho by bylo vhodné nejprve provést řezy a ohnout obrobek a poté svařit švy. Pokud má součást malý průměr, pak místo svařování postačí běžná páječka.








Trubky z nerezové oceli
Neohýbejte za tepla kvůli vysokému riziku poškození. Pro snížení rizika deformace potrubí se používají plniva – nejčastěji písek nebo voda. To vám umožní zachovat jeho tvar a minimalizovat pravděpodobnost defektů.

Měděné nebo hliníkové trubky
Měď a hliník se vyznačují zvýšenou měkkostí. V důsledku toho může být měděná nebo hliníková trubka ohýbána pouze za použití metod ohýbání za studena nebo mírného zahřátí. Plnidlem může být v tomto případě písek, voda, jar nebo kalafuna.

Kovovo-plastové trubky
Ručně se dobře ohýbají bez nutnosti zahřívání. Hlavní věcí je zajistit, aby se obrobek příliš neohýbal.

K provedení ohybu lze také použít drát zasunutím do dutiny ohýbané kovoplastové trubky nebo k tomuto postupu připojit ohřev, přičemž výslednou teplotu řídíme listem papíru.
Polypropylenové výrobky
Ohýbají se pouze tehdy, když to bez ohýbání nejde. Pro provedení ohybu se povrch polypropylenových trubek předehřeje konstrukčním fénem na ne více než 150 stupňů.