Jak ohýbat trubku vlastníma rukama? Podívejte se na průvodce pro začátečníky zde
Trubky jsou univerzálním materiálem, který se používá jak při stavbě zahradních houpaček, tak pro pokládku vodovodního potrubí v domě. „Šikovní muži“ řeší všechny ekonomické problémy tohoto druhu sami. Současně, abyste mohli přesně ohýbat trubku, potřebujete určité zkušenosti.
Zdá se, že stačí koupit tovární ohýbačku trubek a „vše bude v pořádku“. V praxi se však musíme vypořádat s širokou škálou jak materiálů, tak parametrů ohybu, což univerzální zařízení nepokrývá. Nevyhnutelně musíte ovládat určité techniky a používat domácí zařízení.

- 1. Vlastnosti a způsoby ohýbání trubek doma
- 2. Využití tepla
- 3. Naplňte potrubí pískem nebo vodou
- 4. Pomohou nám šablony
- 5. Aplikace rolí
- 6. Použití pružin
- 7. Jednoduché metody aneb jak ohýbat trubku bez ohýbačky trubek
- 7.1. Pracujeme s profilovou trubkou
- 7.2. Jak se vypořádat s černými ocelovými a nerezovými trubkami
- 7.3. Vlastnosti ohýbání hliníkových trubek
- 7.4. Jemnosti práce s mědí a mosazí
- 7.5. Ohněte polypropylenovou trubku
- 7.6. Ohýbání kovoplastových trubek
Vlastnosti a metody ohýbání trubek doma
Při ohýbání profilovaného kovu v něm vznikají radiální a tangenciální síly, v důsledku čehož může dojít k prasknutí profilu a vzniku vrásek. Aby bylo dosaženo rovnoměrného ohybu bez deformace, je třeba vzít v úvahu všechny parametry procesu.
Technologie by měla být vybrána na základě materiálu potrubí, geometrických rozměrů profilu, jakož i požadovaného úhlu ohybu a poloměru. Při posuzování uvedených parametrů používají speciální zařízení nebo provádějí práci ručně. V tomto případě se profil předehřeje nebo se studený materiál ohne. Vnitřní dutinu trubky je možné vyplnit pískem nebo jiným materiálem.
Použití tepla
Při zahřátí získá většina kovů a jejich slitin větší tažnost a jsou méně odolné vůči deformaci. Toto pravidlo platí pro hliník, dural, ocel, měď, mosaz, hliník-železný bronz.
Naopak kovy a slitiny jako cínový bronz, šedá litina a slitiny zinku při zahřívání křehnou. Nemá tedy smysl při ohýbání zahřívat jakýkoli profil. Pozinkované výrobky by se také neměly zahřívat, protože by se poškodil zinkový povlak.

Naproti tomu termoplastické materiály se s rostoucí teplotou stávají pružnějšími. Vyhřívané kovové výrobky se stávají až 30krát méně odolné, což usnadňuje jejich ohýbání. Délka vyhřívané části dílu se určuje jako násobek průměru trubky. Pro ohyb 90º – šestinásobek průměru, 60º – 4násobek, 45º – 3násobek průměru trubky.
Při použití tepla to však nemůžete přehánět, protože při příliš vysoké teplotě se kov taví a rozpadá, kyslík proniká do materiálu a oxiduje jej. Tato událost vyšší moci se nazývá „vyhoření“ a když k ní dojde, materiál nelze obnovit.
Pomocí ohřevu při ohýbání je tedy nutné řídit teplotu materiálu. Nepřímým odhadem může být známá teplota plamene hořáku a doba ohřevu. Známkou dostatečného zahřátí oceli je její zarudnutí do stavu okují. K zahřátému hliníku by měl být přiložen list papíru a když se vznítí, ohřev je dokončen. Vzhledem k tomu, že kovy mají vysokou tepelnou vodivost, je třeba při práci se zahřátými obrobky používat speciální rukavice.
Naplňte potrubí pískem nebo vodou
Vyplnění vnitřní dutiny profilu pískem nebo vodou značně zjednodušuje práci. Pro profil čtvercového průřezu dostatečné velikosti se jako plnivo používá kapalina. Voda musí být čistá a aby nevytekla, konce profilu se ucpou zátkami. V zimě se část vyjme do chladu a v létě se voda zmrzne v mrazáku chladničky. Ohýbání se provádí po zahřátí profilu v plameni plynového hořáku.

Při provádění ohybu s malým úhlem se volí písek. Při plnění potrubí se musíte ujistit, že v něm nezůstaly žádné dutiny. Oba konce profilu by měly být ucpané, aby se zabránilo vylití výplně. Obrobek se zahřeje hořákem a ohne, poklepáním na ohyb paličkou.
Pomohou nám šablony
Šablony se používají k ovládání složitých ohybů na několika místech. V nejjednodušším případě se jedná o kus drátu, podle potřeby ohnutý. Pokud lze hotový výrobek umístit na rovinu, můžete jako šablonu použít samořezné šrouby zašroubované do listu překližky. Trubka se postupně ohýbá a pravidelně kontroluje pomocí šablony.

V malosériové výrobě může být šablona tuhá, to znamená, že se změní na trn. To lze provést ocelovou deskou s řadou otvorů, do kterých se vkládají kovové kolíky v závislosti na tvaru budoucího výrobku. Pro tvarování ohybu s proměnným poloměrem je připraveno kovové zařízení se svěrkou.

Aplikace rolí
Válečky se často používají k ohýbání kovových profilů, protože jejich rotace snižuje tření kovového povrchu při jeho deformaci. V důsledku toho je třeba vynaložit menší úsilí a díl neutrpí poškození.
Pomocí válečků je docela možné vyrobit domácí ohýbačku trubek, která vám umožní ohýbat poměrně dlouhé části. Nejčastěji používaným schématem jsou tři válečky, z nichž dva fungují jako vnější podpěry a třetí vytváří tlak ve středu ohybu.
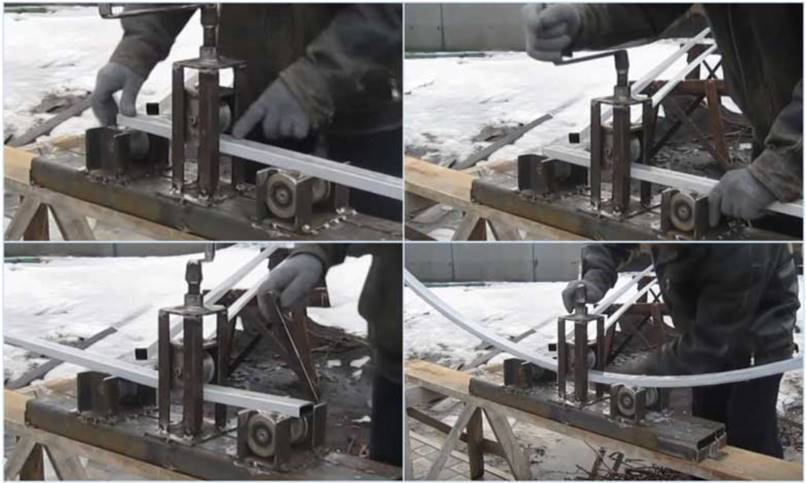
Pomocí domácího zařízení můžete zpracovávat kulaté trubky, obdélníkové profily, desky a rohy. S jeho pomocí lze snadno zajistit konstantní poloměr ohybu po dlouhé délce dílce. Taková ohýbačka trubek je nepostradatelná při výrobě velkých obloukových konstrukcí pro přístřešky. Zařízení zpracuje obrobky velkého průřezu, pokud je zajištěna dostatečná tuhost a požadované rozměry konstrukce.
Použití pružin
„Trik“ spočívá v tom, že se dovnitř ohýbaného profilu vloží ocelová pružina vhodného průměru. Během procesu ohýbání drží trubku zevnitř před nesprávnou deformací. Před zahájením procesu se profilový prvek zahřeje a poté se ohne pomocí kleští. Tímto způsobem ohnete nerezovou trubku o průměru 40 mm s tloušťkou stěny 0,3 mm. Pevnější profil sevře a deformuje pružinu.

Místo pružiny můžete použít svazek drátu, který se po kusech zasouvá do trubky. Po ohnutí se kusy drátu jeden po druhém vytahují z dutiny trubky.

Je užitečné vědět, že při použití pružiny nebo drátu lze ohyb v profilu narovnat paličkou.
Jednoduché metody aneb jak ohýbat trubku bez ohýbačky trubek
Výše uvedená pravidla pro ohýbání profilových prvků jsou poměrně účinná, ale nejsou vyčerpávající. V závislosti na konkrétních okolnostech se používají další metody, a to jak v kombinaci, tak samostatně.

Pracujeme s profilovou trubkou
Obdélníkové trubky se používají v domácnostech při výrobě skleníků, přístřešků pro zahradní oblouky a dalších konstrukcí. Profil se snadno spojuje a rám je vhodné zakrýt plošnými materiály. Zároveň není snadné profilovou trubku pečlivě ohýbat. Pro dosažení hladkého ohybu bez narušení vzhledu se doporučuje dodržovat následující pravidla:
- minimální délka ohybového úseku by měla být 2,5krát větší než profilový úsek u tenkostěnných trubek s vnějším rozměrem do 20 mm;
- v případě trubek se silnou stěnou se násobnost zvyšuje na 3;
- minimální hodnota poloměru ohybu je určena stejnými vztahy.
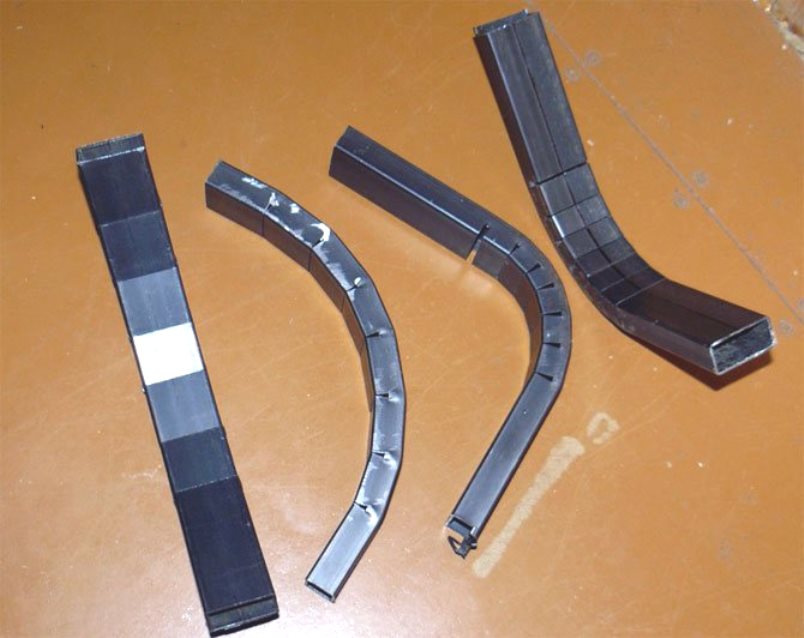
Vzhledem k náročnosti práce s profilovým materiálem, kdy je potřeba zajistit malý poloměr ohybu, často sahají k řezání materiálu zevnitř. Bruska provádí několik řezů umístěných ve stejném stoupání. Poté je obrobek ohnut a švy jsou svařeny. Svařovací plochy jsou ošetřeny čisticím kotoučem. Drážky mohou být pájeny, pokud součást není vystavena znatelnému namáhání.
Parametry drážky lze vypočítat na základě vzorce pro obvod. Zvažte ohýbání profilu s výškou stěny 20 mm pod úhlem 90º s vnějším poloměrem 100 mm. V tomto případě bude délka vnějšího čtvrtkruhu 2 x 3,14 x 100: 4 = 157 mm. Délka vnitřního čtvrtkruhu bude 2 x 3,14 x (100 – 20) : 4 = 125 mm. Rozdíl mezi těmito hodnotami 157 – 125 = 32 mm je potřeba vystřihnout. Pokud použijeme kotouč o tloušťce 2,5 mm, bude zapotřebí 32: 2,5 = 13 řezů. V případě 13 švů je mezi nimi 12 segmentů (o jeden méně než střihy). To znamená, že na vnitřní části rohu o délce 125 mm musíte provést 13 řezů v krocích po 125: 12 = 10,5 mm.
Při pečlivém provedení se profil ohýbá přesně, dokud se okraje drážek nedotýkají. Zbývá pouze zkontrolovat úhel ohybu 90°, svařit a vyčistit švy.

K ohýbání profilových trubek můžete samozřejmě použít všechny výše uvedené metody, aniž byste se museli uchýlit k řezání a svařování. Všechny jsou však možné při ohýbání materiálů podél relativně velkých poloměrů.
Jak se vypořádat s černými ocelovými a nerezovými trubkami
Podívejme se na vlastnosti ohýbacích trubek z černé a nerezové legované oceli. Například při ohýbání nerezového profilu není povoleno použití tepla z obavy z poškození materiálu. V tomto případě se používají plniva, to znamená písek, zmrzlá voda nebo kalibrační zátka. V tomto případě je výplň tuhého typu navržena tak, aby zachovala tvar výrobku, zatímco pružná výplň chrání vnější stěnu trubky před natažením.

Při provádění práce se používají různé omezující prvky. Aby se zabránilo oděru a deformacím obrobku, je tvrdá výplň (například drát) a dorazy mazány strojním olejem.
Vlastnosti ohýbání hliníkových trubek
“Duralumin” je poměrně tvrdý a elastický materiál, takže se nedá snadno ohnout. Aby byl duralový profil poddajnější, obrobek se zahřeje na 350-400 stupňů a poté se ochladí na vzduchu.
Tenkostěnné hliníkové trubky o průměru do 100 mm se ohýbají zatlačením mezi válečky. V tomto případě můžete získat nepříliš přesný, ale rovnoměrný ohyb s poloměrem nejméně 5 průměrů potrubí.

Hliníkovou trubku lze ohýbat bez ohýbačky trubek, pokud jako plnivo použijete písek. Pokud potřebujete vyrobit několik stejných dílů nebo ohnout silnostěnný materiál, je lepší použít speciální nástroj. V každém případě vám práci usnadní použití šablony pro řízení procesu.
Jemnosti práce s mědí a mosazí
Obecně platí, že při ohýbání měděných i mosazných trubek se používají stejné techniky jako při práci s ocelovým profilem. Používají se jak nejjednodušší zařízení, tak tovární ohýbačky trubek. Jsou možné jak „studené“, tak „horké“ technologie. Při použití studené metody je vnitřní dutina potrubí vyplněna pískem.

Při výběru druhé možnosti jsou trubky vyrobené z mědi a mosazi předžíhané při teplotě 600-700 stupňů. Poté se měď ochladí ve vodě a mosaz na vzduchu. Pro zajištění kvalitního ohýbání je vnitřní dutina trubky vyplněna roztavenou kalafunou. Po dokončení procesu musí být roztaven.

Zahřívání začíná od konců potrubí, aby se nevytvářel přetlak v jeho středu. V opačném případě může dojít k prasknutí materiálu profilu.
Ohněte polypropylenovou trubku
Polypropylenové trubky by se měly ohýbat pouze tehdy, je-li to nezbytně nutné. Kromě toho existují všechny druhy tvarovek, které umožňují změnit směr trasy polypropylenu podle potřeby. Ne všechny materiály však lze zahřát. Tuto možnost je lepší nejprve zkontrolovat na zbytcích materiálu.

Při použití horké metody se materiál zahřeje na ne více než 150 stupňů pomocí vysoušeče vlasů. V žádném případě není možné dosáhnout rovnoměrného ohybu a jeho minimální poloměr je osmkrát větší než vnější průměr trubky. Pokud mluvíme o tlustostěnné trubce, je lepší použít ohýbačku trubek.
Ohýbání kovoplastových trubek
Kovoplastové trubky jakéhokoli průřezu lze docela snadno ohýbat ručně. V tomto případě se palce opírají o vnitřní oblast ohybu, aby se zabránilo zauzlování. Maximální velikost zaoblení by neměla překročit 15⁰ na 20 mm délky.
Pružiny jsou považovány za nejúčinnější zařízení pro ohýbání polypropylenových trubek. Pružinu lze nasadit na obrobek nebo vložit dovnitř trubky. V tomto případě musí jeho průměr odpovídat průměru součásti. Pokud nemáte potřebné vybavení, můžete si pružinu vyrobit sami.

Pružina vložená dovnitř je vhodnější pro vytváření složitých ohybů. Při jejich provádění bude užitečná šablona vyrobená ze samořezných šroubů zašroubovaných do listu silné překližky.
Shrnout
Po prostudování výše uvedeného je zřejmé, že doma je možné ohýbat širokou škálu profilových materiálů. Shrňme získané informace:
- — při práci s tenkostěnnými trubkami by měly být použity pružiny a výplně;
- — při ohýbání ocelové trubky malého průměru poskytuje účinnou pomoc použití plynového hořáku;
- — silnostěnné ocelové trubky s velkým poloměrem ohybu se ohýbají pomocí zařízení se třemi válci;
- – řadu domácích zařízení není obtížné vyrobit v domácím prostředí;
- – domácí ohýbačka trubek je také docela cenově dostupná, pokud máte svářečku a schopnost ji používat.
V nepřítomnosti ohýbačky trubek, pokusy o ruční ohýbání trubek obvykle končí výskytem záhybů. V důsledku toho je poškozený obrobek odeslán do kovového šrotu. Abyste se vyhnuli záhybům, musíte použít několik technik.

Co se bude požadovat:
- dřevěná rukojeť nebo blok;
- kovárna nebo plynový sporák;
- suchý písek.
Technologie ohýbání trubek
Z jakýchkoli suchých dřevěných polotovarů musíte vyrobit 2 zátky pro potrubí.

Jsou vyrobeny dlouhé a kuželovitého tvaru, takže vně trubky zůstane dostatek dřeva pro následné odstranění zátek.

Jedna zátka je pevně zatlačena do trubky.

Poté se přes druhý volný konec nalije suchý písek.

Pokud to není k dispozici, můžete použít bentonitový jíl, prodávaný v běžných supermarketech jako stelivo pro kočky. Písek je třeba pevně vtlačit do celé dutiny trubky. V ideálním případě by měl být zhutněn tyčí vhodné délky a průměru.
Poté je druhá zástrčka ucpaná. V potrubí bez písku pro ni zůstalo trochu prázdného místa, protože jí nedovolí vstoupit. Je potřeba ji zajet co nejhlouběji, aby ještě více stlačila výplň. Poté se na potrubí vytvoří značka, podél které by měl ohyb procházet.
Poté musíte zahřát úsek potrubí poblíž značky. Můžete použít běžný plynový sporák. Díky široké svítilně bude na rozdíl od ruční svítilny schopna zachytit a efektivně ohřát dostatečnou plochu trubky. S dýmkou byste měli zacházet v rukavicích, a to i za okraje, které jsou daleko od místa kontaktu s plamenem. Kvůli písku uvnitř se obrobek zahřeje na teplotu, která spálí kůži po celé délce.

Vyhřívaná trubka je umístěna proti ohybové podpěře. Může to být kmen stromu, zakopaný sloup nebo jednoduše kulatý kus požadovaného průměru upnutý ve svěráku. Díky zahřívání se poměrně snadno ohýbá. Písek vtlačený dovnitř zároveň zabrání skládání jeho stěn dovnitř. K ohybu dojde v důsledku dostatečného natažení kovu podél vnějšího poloměru a ne deformací vnitřního. Možná se vám nepodaří udělat vše správně napoprvé. Pokud se vytvoří záhyb, znamená to špatné rozložení písku.

Tato metoda může být použita nejen pro práci s trubkami vyrobenými z hliníku, ale také z jiných kovů. Pokud potřebujete ohnout ocelovou trubku, musí být zahřátá do červena, jinak se stěny mohou nejen složit zevnitř, ale také se roztrhnout. Horká ocel se navíc snadno ohýbá jako plastelína.
Podívejte se na video























