Co je na výkrese označeno symbolem svaru?
Tato norma zavádí konvenční vyobrazení a označení svarů svarových spojů v projektových dokumentech výrobků ze všech průmyslových odvětví, jakož i ve stavební dokumentaci, která nepoužívá vyobrazení a označení používaná ve stavebnictví.
1. OBRÁZEK SVAŘOVANÝCH SPOJŮ
1.1. Šev svarového spoje, bez ohledu na způsob svařování, je konvenčně znázorněn:
viditelná – plná hlavní čára (obr. 1a, c),
neviditelná – přerušovaná čára (obr. 1г).
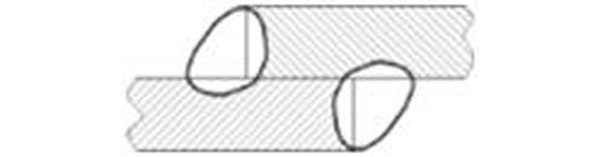
Viditelný jednotlivý svarový bod, bez ohledu na metodu svařování, je konvenčně zobrazen se znaménkem „+“ (obr. 1б), který je proveden plnými čarami (obr. 2).
Neviditelné jednotlivé body nejsou zobrazeny.
Z obrázku švu nebo jednoho bodu nakreslete čáru – návazec, zakončenou jednostrannou šipkou (viz obr. 1). Je vhodnější nakreslit odkazovou čáru z obrázku viditelného švu.
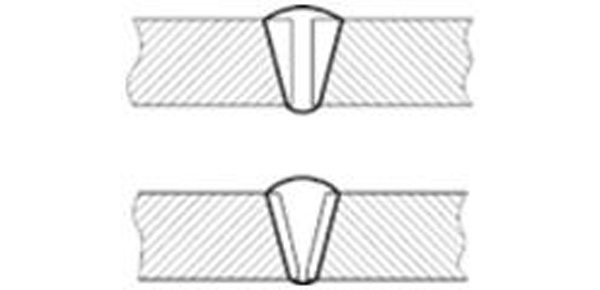
1.2. Na obraz průřezu víceprůchodového svaru je dovoleno kreslit obrysy jednotlivých průchodů, které musí být označeny velkými písmeny ruské abecedy (obr. 3).
1.3. Šev, jehož rozměry konstrukčních prvků nejsou stanoveny normami (nestandardní šev), je znázorněn s uvedením rozměrů konstrukčních prvků nezbytných pro zhotovení švu podle tohoto výkresu (obr. 4).
Hranice švu jsou zobrazeny jako plné hlavní čáry a konstrukční prvky okrajů uvnitř hranic švu jsou znázorněny jako plné tenké čáry.
 |  |
| Blbost. 1 | Blbost. 2 |
 |  |
| Blbost. 3 | Blbost. 4 |
2. SYMBOLY PRO SVAŘOVANÉ SPOJE
2.1. Pomocné symboly pro označení svarů jsou uvedeny v tabulce.
| Pomocné znamení | Význam pomocného znaku | Umístění pomocného znaku vzhledem k liniové přírubě – popisky, nakreslený z obrázku švu | |
| z přední strany | z rubové strany | ||
 | Odstraňte zesílení švu |  |  |
 | Zpracujte prověšení a nerovnosti švu s plynulým přechodem na základní kov |  |  |
 | Šev by měl být proveden při instalaci výrobku, tzn. při jeho instalaci podle instalačního výkresu v místě použití |  | |
 | Přerušovaný nebo bodový šev s řetízkovým uspořádáním Úhel sklonu vedení » 60° |  |  |
 | Šev je přerušovaný nebo tečkovaný šachovnicovým uspořádáním |  |  |
 | Šev podél uzavřené linie. Průměr cedulky je 3 . 5 mm |  | |
 | Šev podél otevřené linie. Označení se používá, pokud je z výkresu zřejmé umístění švu |  |  |
Poznámky:
- Přední strana jednostranného švu svarového spoje se považuje za stranu, ze které se provádí svařování.
- Za přední stranu oboustranného švu svarového spoje s asymetricky připravenými okraji se považuje strana, ze které je svařován hlavní šev.
- Libovolná strana může být brána jako přední strana oboustranného švu svarového spoje se symetricky připravenými okraji.
V symbolu švu jsou pomocné znaky provedeny plnými tenkými čarami. Pomocné značky musí mít stejnou výšku jako čísla obsažená v označení švu.
2.2. Struktura symbolu pro standardní šev nebo jeden svarový bod je znázorněna na schématu (obr. 5).


Znak je vyroben plnými tenkými čarami. Výška znaku musí být stejná jako výška čísel zahrnutých v označení švu.
2.3. Struktura symbolu pro nestandardní šev nebo jeden svarový bod je znázorněna na schématu (obr. 6).

Technické požadavky na výkres nebo tabulku švů udávají způsob svařování, kterým by měl být proveden nestandardní šev.
2.4. Je použit symbol švu:
a) na polici linky – návazec nakreslený z obrázku švu na přední straně (obr. 7а);
b) pod lemem vlasce – návazec nakreslený z obrázku švu na rubové straně (obr. 7б).

2.5. Označení drsnosti obrobeného povrchu švu se aplikuje na přírubu nebo pod přírubu linky – popisky za symbolem švu (obrázek 8), nebo je uvedeno v tabulce švů, nebo je uvedeno v technickém požadavky výkresu, např.: „Parametr drsnosti povrchu svarů. »
Poznámka. Obsah a rozměry sloupků tabulky švů nejsou touto normou upraveny.

2.6, Pokud je pro šev svarového spoje instalován kontrolní komplex nebo kategorie kontroly švu, může být jejich označení umístěno pod vodicí čáru (obrázek 9).

V technických požadavcích nebo v tabulce švů na výkresu je uveden odkaz na odpovídající regulační a technický dokument.
2.7. Svařovací materiály jsou uvedeny na výkrese v technických požadavcích nebo v tabulce švů.
Je dovoleno neuvádět svařovací materiály.
2.8. Pokud jsou na výkresu shodné švy, označení se použije na jeden z obrázků a z obrázků zbývajících stejných švů se nakreslí čáry – popisky s policemi. Všem identickým švům je přiřazeno jedno sériové číslo, které se použije:
a) na vlasci – návazec, který má nanesenou polici s označením švu (obr. 10A);
b) na polici linky – návazec nakreslený z obrázku švu, který nemá označení, na přední straně (obr. 10б);
c) pod lemem vlasce – návazec nakreslený z obrázku švu, který nemá označení, na rubové straně (obr. 10в).
Počet shodných švů může být uveden na vodicí čáře, která má polici s natištěným označením (viz obr. 10а).

Poznámka. Švy se považují za identické, pokud:
- jejich typy a rozměry průřezu konstrukčních prvků jsou stejné;
- podléhají stejným technickým požadavkům.
2.9. Příklady značek pro švy svarových spojů jsou uvedeny v přílohách 1 a 2.
3. ZJEDNODUŠENÍ OZNAČENÍ SVAŘOVANÝCH SPOJŮ
3.1. Pokud jsou na výkrese svary provedené podle stejné normy, je označení normy uvedeno v technických požadavcích výkresu (typ položky: „Svarové švy podle.“) nebo v tabulce.
3.2. Je povoleno nepřidělovat sériové číslo stejným švům, pokud jsou všechny švy na výkresu stejné a jsou zobrazeny na stejné straně (přední nebo zadní). V tomto případě jsou švy, které nemají označení, označeny čarami – popisky bez polic (obr. 11).

3.3. Na výkresu symetrického výrobku, pokud je na obrázku osa symetrie, je povoleno označit čarami – popisky a označit švy pouze na jedné ze symetrických částí obrázku výrobku.
3.4. Na výkresu výrobku, na kterém jsou identické součásti svařené se stejnými švy, mohou být tyto švy označeny čarami nazývanými popisky a označeny pouze na jednom z obrázků stejných dílů (nejlépe na obrázku, ze kterého je čára uvedena jako popis s číslem pozice).
3.5. Je dovoleno neoznačovat švy na výkrese vodicími čarami, ale opatřit návod ke svařování záznamem v technických požadavcích výkresu, pokud tento záznam jednoznačně definuje místa svařování, způsoby svařování, druhy svarů svarových spojů a rozměry jejich konstrukčních prvků v příčném řezu a umístění švů.
3.6. Stejné požadavky na všechny švy nebo skupinu švů jsou uvedeny jednou – v technických požadavcích nebo tabulce švů.
PŘÍLOHA 1
Informace
PŘÍKLADY SYMBOLŮ PRO STANDARDNÍ SPOJKY
SVAŘOVANÉ SPOJE
| Vlastnosti švu | Tvar průřezu švu | Symbol pro šev zobrazený na výkresu | |
| z přední strany | z rubové strany | ||
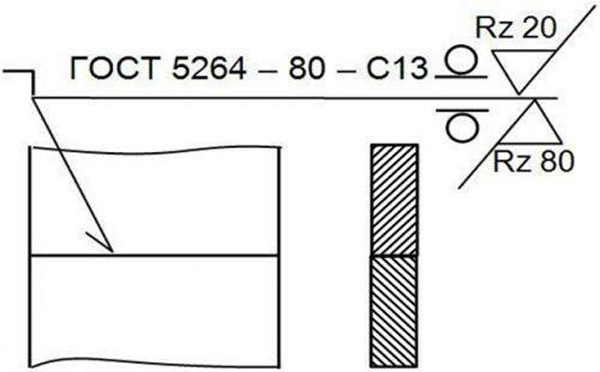
| Tupý spoj se zakřiveným úkosem jedné hrany, oboustranný, prováděný ručním obloukovým svařováním při instalaci výrobku. Na obou stranách byla odstraněna výztuž. Parametr drsnosti povrchu svaru: z přední strany – Rz 20 um; na zadní straně – Rz 80 μm |  |  |  |
| Koutový spoj bez zkosených hran, oboustranný, prováděný automatickým svařováním pod tavidlem podél uzavřené linie |  |  |  |
| Koutový spojový svar se zkosenými hranami, prováděný elektrostruskovým svařováním drátěnou elektrodou. Šířka švu 22 mm |  |  |  |
| Překrývající se bodový svar vyrobený obloukovým svařováním v inertních plynech stavnou elektrodou. Odhadovaný průměr hrotu je 9 mm. Krok 100 mm. Umístění bodů je šachovnice. Zisk musí být odstraněn. Parametr drsnosti obrobeného povrchu Rz 40 mikronů. |  |  |  |
| Tupý šev bez zkosených hran, jednostranný, na zbývající podložce, provedený svařováním zahřátým plynem s plnicí tyčí |  |  |  |
| Jedno přeplátované spojové svary provedené svařováním pod tavidlem. Průměr elektrického nýtu je 11 mm. Zisk musí být odstraněn. Parametr drsnosti obrobeného povrchu Rz 80 mikronů. |  |  | – |
| T-spoj bez zkosených hran, oboustranný, přerušovaný s odstupňovaným uspořádáním, prováděný ručním obloukovým svařováním v inertních plynech s netavnou elektrodou s přídavným kovem podél uzavřené linie Švová noha 6 mm. Délka svařované plochy je 50 mm. Krok 100 mm. |  |  |  |
| Jednoduché svařované přeplátované spoje vyrobené odporovým bodovým svařováním. Předpokládaný průměr litého jádra hrotu je 5 mm |  |  | |
| Přeplátovaný šev je přerušovaný, prováděný odporovým švovým svařováním. Šířka zóny litého švu je 6 mm. Délka svařované plochy je 50 mm. Krok 100 mm. |  |  |  |
| Přesahový svar bez zkosených hran, jednostranný, prováděný poloautomatickým obloukovým svařováním v inertních plynech stavnou elektrodou. Šev podél otevřené linie. Švová noha 5 mm. |  |  |  |
(Upravené vydání, změna č. 1).
PŘÍLOHA 2
Informace
PŘÍKLAD SYMBOLU NESTANDARDNÍHO ŠVU
SVAŘOVANÝ SPOJ
| Vlastnosti švu | Konvenční označení obrázku a švu na výkresu |
| Spojový šev bez zkosených hran, jednostranný, prováděný ručním obloukovým svařováním při instalaci výrobku |  |
Poznámka. Technické požadavky zahrnují následující označení: „Ruční obloukové svařování“.
Jednou z oblastí technického textu je identifikace svarů na výkresech. Nyní vám řekneme, jak správně provést označení svařování podle GOST.
Technická dokumentace je jakousi knihou pro projektanty, projektanty, inženýry, řemeslníky a dělníky. Je sestaven (psán) podle určitých pravidel a požadavků. To je nutné pro správné pochopení prezentovaných informací. Jednou z oblastí technického textu je identifikace svarů na výkresech.
Co je to svařovaný spoj
Proces svařování je technologická operace vytváření monolitického spoje. Oblast, kde se materiál spojovaných dílů roztavil a ztuhl, se nazývá svar.
druhy
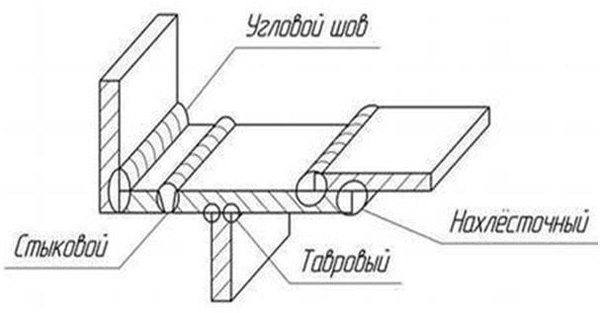
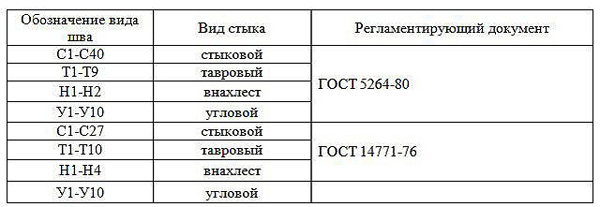
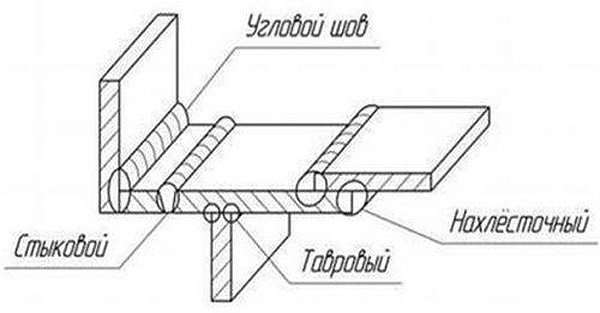
Svarový spoj se dělí na:
– Zadek. Spojení je vytvořeno podél koncových ploch dílů. Provádí se s nebo bez opracování hran. Označení “C”.
– Překrývající se. Roviny dílů jsou vzájemně rovnoběžné a částečně se překrývají. Označení “N”.
– Tavrovy. Konec dílu přiléhá pod úhlem k rovině jiného dílu. Šev je umístěn podél spoje. Označení “T”.
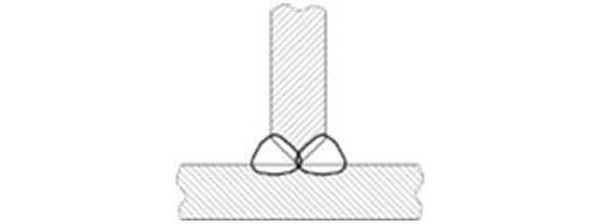
– Roh. Hlavní roviny spojovaných dílů v zóně svařování jsou umístěny pod úhlem vůči sobě. Označení “U”.
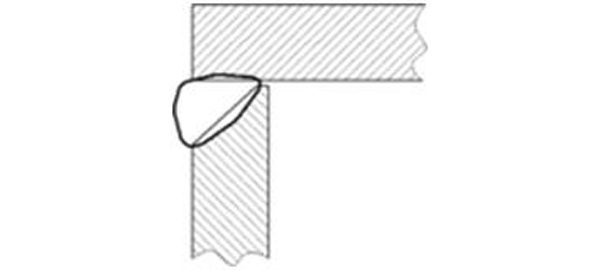
– Konec. Polotovar se přitlačí k bočním plochám. Šev je vytvořen natavením kovu na konce výrobků.

- Jednostranný. Nanášení se provádí na jedné straně spoje (spoje).
- Bilaterální. Zpracování probíhá na obou stranách.
Nutnost označení svařování
Jakákoli konstrukce se skládá z jednotlivých částí (sestav), které jsou navzájem spojeny tak či onak. Jedním z nich je svařování. Spoj má své vlastní vlastnosti, které ovlivňují výkon výrobku jako celku. Označení svařování na výkrese je vysvětlením způsobu spojování, tvaru švu a jeho geometrických parametrů, způsobu provedení a dalších doplňujících informací.
Kompetentní inženýr získá další informace: o síle – je spojení nepřetržité nebo přerušované; navíc se v zóně svaru tvoří tepelná napětí; o velikosti a tvaru uloženého kovu; těsnost spojů; doba připojení – před instalací nebo během jejího procesu a další.
Vysvětlení technické zkratky
Studium označení svarového švu na výkresu lze provést dvěma způsoby: a) začít se základy – čtením odborné literatury, včetně GOST (analogové – studium písmen v ABC); b) jděte z opačného směru, tedy začněte zvažováním příkladů, jak je na výkresech naznačeno svařování, s postupným prohlubováním vašich znalostí.
Příklady
Označení svarového spoje je regulováno ESKD. Zahrnuje: GOST 2.312-72; GOST 5264-80; GOST 14771-76.
Příklad 1.

Podle GOST je svařovaný spoj v technické dokumentaci označen rozšířenou šipkou:
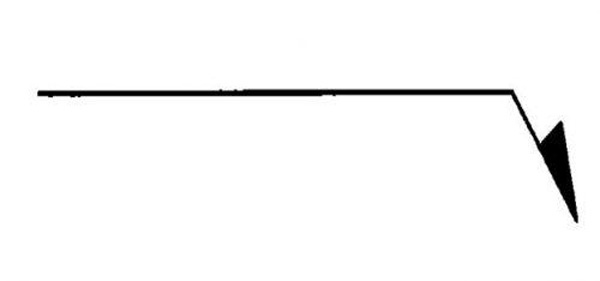
Umístění nápisu nad šipkou, pod ní nebo na obou stranách označuje umístění spojení: z přední strany dílu; z rubu (neviditelný spoj); oboustranné zpracování.
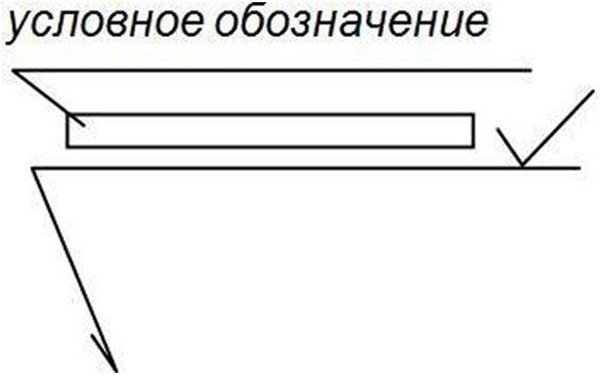
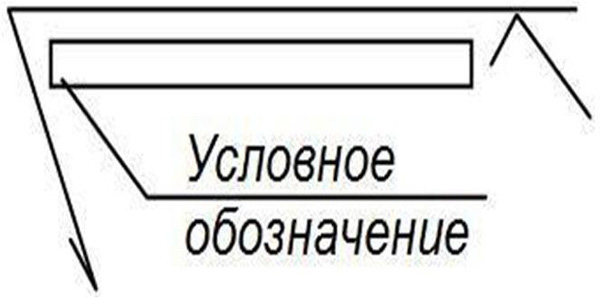
Nápis a šipka označují zadní (uzavřenou) nebo přední část, resp.
Příklad 2.
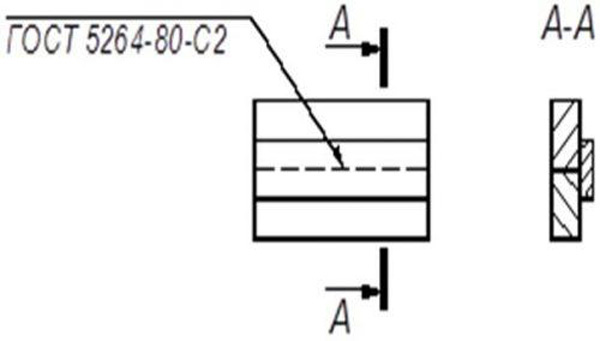
— Vyrobeno na jedné straně, se zakřiveným okrajem, otevřenou smyčkou, podle norem GOST 5264-80, svařování elektrickým obloukem.
Příklad 3.
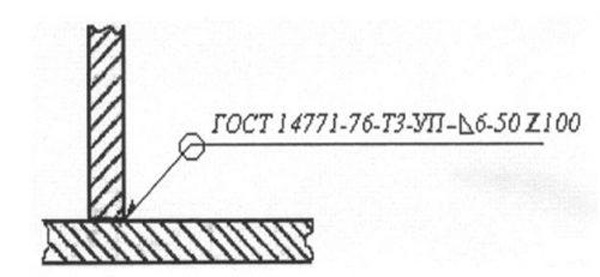
Svarový spoj pod úhlem
- spojení je provedeno podél spojité linie ve formě prstence;
- GOST 17771-76 – svařování v oblaku plynu;
- T3 – T-spoj se zpracováním na každé straně;
- nedochází k ořezávání hran;
- UP – plynný oxid uhelnatý, roztavená elektroda;
- 6 — velikost ramene svarového spoje je 6 mm;
- Periodické provedení se svařovaným průběžným průřezem 50mm v šachovnicovém vzoru (Z), rozteč 100mm.
Značky jsou obvykle nakresleny nad (pod) policí šipky rozšíření:
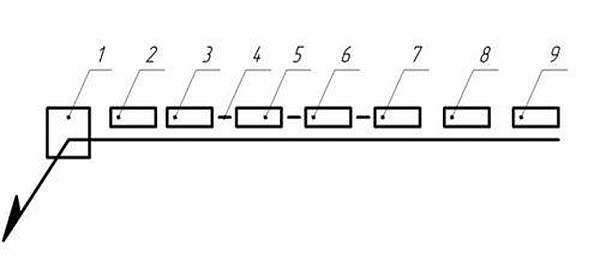
) dodatečné označení podmínek instalace, uzavřený šev;
– položka 2 – GOST, norma pro vzhled, návrh části spojovacího prvku;
— poz. 3 — označení písmeny a číslicemi podle regulační dokumentace;
– poz. 4 – pomlčka;
– položka 5 – možnosti pro svarové spoje (ruční elektrický oblouk – P, na automatickém zařízení – A, mechanický s tavidlem – P, v prostředí inertního plynu – P3, elektrostruska – Sh) nemusí být uvedeny;
— poz.6 — , rozměry nohy v mm;
— poz. 7 — hodnota přerušovaného spojení v mm;
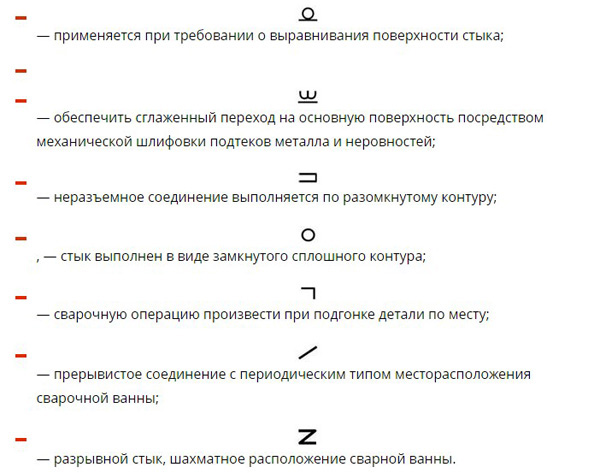
— poz.8 — doplňkové značky, vyj
— poz.9 — ukazatel čistoty povrchu svaru dle Rz při jeho obrábění.
Použité pomocné značky
Označení svařování (výňatky z regulační dokumentace) pro různé způsoby provozu (ruční elektrický oblouk, argon) jsou shrnuty v tabulce:
Metody výroby svařovacího švu se odrážejí v GOST: A – automatické spojování s tavidlem v nepřítomnosti podšívky, polštáře, bez předběžného švu; Af – automatické svařování pomocí tavidla a podložky na jeho základě; IN – dokování se provádí pomocí žárovzdorné elektrody z wolframové slitiny v oblaku plynů bez přidání dalšího materiálu; INp – dokování se provádí wolframovou elektrodou v oblaku inertních plynů s přídavkem přídavného materiálu; IP – použití tavící elektrody v oblaku plynů; UP je spojení v prostředí oxidu uhelnatého přes tavící se elektrodu.
Obecně platí, že dešifrování a čtení označení svarů v dokumentaci je téměř stejné jako naučit se číst ABC nebo Primer. Je nutné si zapamatovat regulační dokumenty (GOST) a správně dešifrovat symboly zobrazené na výkresech.