Vrtáky do dřeva a dřevěných materiálů
Výběr vrtáků pro zpracování dřeva a materiálů na bázi dřeva je dán hloubkou vrtání, průměrem otvoru, typem a vlhkostí materiálu, typem stopky v nástroji, způsobem jejího uchycení v strojní vřeteno nebo ruční nástroje (vrtačky) a řezný výkon.

Vrtáky jsou obvykle vyrobeny z kalené nástrojové oceli, rychlořezné oceli (HSS), tvrdokovu (HW) a pro snížení nákladů mohou být vyrobeny ze dvou nebo více materiálů, například stopka je vyrobena z oceli, pracovní část je vyrobena z tvrdé slitiny.
Vrtáky se vyznačují profilem stopky – s válcovým, kuželovým a šestihranným, s nebo bez plošky na těle stopky, v závislosti na upínacím zařízení vřetena zařízení.
Doporučené otáčky vrtáku pro zpracování dřevěných materiálů (zejména dlouhých):
Ø do 14 mm: 1800 min-1 pro měkké a 750 min-1 pro tvrdé;
Ø do 24 mm: 1500 min-1 pro měkké horniny a 500 min-1 pro tvrdé horniny;
Ø do 30 mm: 500 min-1 pro měkké kameny a 250 min-1 pro tvrdé kameny. Můžete zvolit nižší frekvenci, než je doporučeno, ale při vrtání vysokou rychlostí může vrtačka předčasně selhat.
V závislosti na konstrukčních prvcích jsou vrtáky do dřeva a dřevěných materiálů rozděleny do několika kategorií:
- spirála;
- šroub (vrtáky Lewis);
- peří;
- Forstnerovy vrtáky;
- korun;
- frézování;
- korek;
- zahloubení;
- kombinovaný;
- speciální.
Pojďme se na jednotlivé kategorie podívat blíže.
Twist vrtačky
Vrtáky pro průchozí otvory se liší úhlem ostření hrotu: pro kov 120° a pro dřevěné materiály – 75° (obr. 1).

Vrtáky na slepé díry jsou určeny pro vrtání otvorů pro hmoždinky, spony, nábytkové kování, vrtání dřevotřískových desek a tvrdých vláknitých desek, překližky, měkkého a tvrdého dřeva. Těla takových vrtáků jsou vyrobena z HS nebo HW oceli (většinou pouze hrot).
Designové vlastnosti:

- ultrapřesný směr pohybu vrtáku v otvoru, a to i v malých hloubkách, eliminující zasekávání třísek mezi vrtákem a stěnami otvoru díky dvojité spirálové pásce (obr. 2b);
- získání dokonale kulatých otvorů bez třísek díky nabroušeným bočním břitům;
- přesné vrtání bez předběžného děrování obrobku díky speciální středicí špičce;
- dlouhá životnost, vysoká odolnost proti opotřebení a řezné vlastnosti díky řezné části se středícím hrotem a masivní řeznou HW destičkou speciálního tvaru se speciálním diamantovým broušením (obr. 2c).
Spirálové vrtáky určené pro použití na obráběcích strojích jsou vícebarevné: například oranžové pro levostranné otáčení, černé pro pravostranné otáčení. Vrtáky s různými povlaky jsou obecně univerzální a lze je použít jak ve vrtačkách, tak v ručním nářadí. Pro spolehlivé upevnění ve sklíčidle stroje je na stopce k dispozici speciální ploška.
Vrtání by mělo začít při nízkých otáčkách při práci, pravidelně (každých 30 mm) vytahujte vrták z otvoru a odstraňujte třísky z drážek.
Šroubové vrtáky (vrtáky)
Jsou vyrobeny převážně z kalené HSS oceli. Navrženo speciálně pro vrtání hlubokých otvorů (1 m a více) do dřeva s tvorbou velkého objemu velkých třísek. Velmi hluboké vypouštěcí drážky usnadňují odvod vzniklého odpadu. Hlavní oblasti použití: stavba domů, výroba lamelových dřevostaveb, tesařství.
Pro vrtání tvrdého dřeva by otáčky vřetena měly být do 1000 min-1 pro měkké dřevo, optimální otáčky jsou přibližně 1800 min.

Péřové vrtáky
Vrtáky tohoto typu se používají pro vrtání otvorů středního průměru – do 32 mm. Je vhodné je použít, pokud požadavky na přesnost geometrických parametrů a kvalitu otvorů nejsou příliš vysoké. Hlavně při ručním vrtání, méně často u elektrických vrtaček.
Pro vytváření hlubokých děr, ale i vrtání na nepřístupných místech se používají speciální nástavce (obr. 4). Nejvýznamnějšími výhodami perových vrtaček jsou nízké náklady a snadná údržba. Součástí pérové vrtačky je i stavitelný plochý frézovací vrták je vyroben z tvrzené oceli a používá se především pro ruční nářadí v truhlářských dílnách. Tento vrták umožňuje vytvářet otvory různých průměrů do dřeva.

Forstnerovy vrtáky
Benjamin Forstner se snažil vytvořit vrták pro vytváření slepých otvorů velkého průměru do dřeva. I proto svým tvarem připomíná na rozdíl od klasických šroubových vrtáků korunku, což umožňuje výrazně zvětšit průměr otvoru.

Vrtáky Forstner umožňují provádět hluboké otvory nebo slepé otvory pro montáž sklopných mechanismů a konstrukcí, oken, vitrín, dveří a nábytkových prvků.
Několik konstrukčních variant vrtáků Forstner se liší vlastnostmi řezné části. Klasická korunka není povinným atributem, protože existují možnosti otevřeného typu a dokonce i s vyměnitelnými čepelemi, které jsou instalovány nejen na středové čáře, ale také na vnější části, v závislosti na účelu.
Velikost vrtáků Forstner je od 10 do 60 mm, což umožňuje vytvářet různé otvory s vysoce kvalitní povrchovou úpravou (obr. 6).

Rychlost otáčení vrtáků by neměla překročit 1500–1800 min-1. Měly by být používány pouze s vhodným vybavením s odpovídajícím výkonem.
korun
Prstencové jádrové vrtáky nebo jednoduše jádrové vrtáky, na rozdíl od Forstnerových vrtáků, jsou navrženy tak, aby dělaly průchozí otvory středního a velkého průměru, ale malé hloubky. Vrták zajišťuje centrování; hlavní práci provádí prstencová část korunky.
Jádrové vrtáky jsou kombinované a obvykle se skládají z těla, vrtáku a válce s ostrými zuby podél hrany řezné části. Korunky různého provedení se používají k vrtání dřevěných deskových materiálů, plastů apod. Používají se především v ručním nářadí.

Frézovací vrtáky
Takové vrtáky slouží zároveň jako fréza.
Špička frézy je stejná jako u běžného vrtáku a řezná část připomíná prvky stopkové frézy a válcové stopky (obr. 8). Frézovací vrtáky se nepoužívají pro vrtání pravidelných otvorů. Jsou určeny pro komplexní opracování obrysu obrobku a slepých (uzavřených) oblastí v něm. Stejně jako stopková fréza se vrták ihned po vrtání posune do strany, v tomto bodě frézovací břity řežou materiál podél hran drážky. Frézovací vrtáky se používají pro zpracování dřevěných materiálů, plastů a kovů. Především v modelářství a truhlářství nebo při provádění nestandardních úkolů.

Zástrčné vrtáky
Zástrčkové (bezhrotové) vrtáky, v zahraniční literatuře nazývané plugcutter, jak napovídá jejich název, jsou určeny k výrobě dřevěných špuntů. Takové zátky jsou potřebné pro dekorativní utěsnění kulatých otvorů, například vrtaných uzlů nebo zapuštěných šroubů při stavbě domů, tesařství a výrobě nábytku.

Zenkera
Záhlubník je vícebřitý (mnohozubý) řezný nástroj používaný pro dokončování předem vyrobených kulatých otvorů v dílech a obrobcích vyrobených z různých materiálů. Tato metoda se používá pro zvětšení průměru a získání zkosení na díře nebo lepšího povrchu díry metodou řezání a nazývá se zahloubení. Způsob řezání je podobný vrtání: když se zahlubovací zařízení otáčí kolem své osy, nástroj se současně pohybuje vpřed podél osy. Provedení zahloubení lze dodatečně vybavit omezovačem hloubky.

Kombinované vrtačky
Vrták s kulatými otvory je kombinovaný vrták sestávající z upínacího trnu, spirálového vrtáku a destiček HSS, který dokáže z tvrdého dřeva vyrábět kuličky různých průměrů otvorů. Určeno pro výrobu korálků, nábytku a dekoračních prvků.

Dláto s vrtákem je drážkovací sada skládající se z vrtáku a dláta (dláta) MortiseChisel & BitSets. S pomocí takového nástroje lze vytvořit spoj „čepová drážka“, který je špičkou ve zpracování dřeva z hlediska pevnosti a přesnosti. Drážkovací sady lze použít téměř na všech standardních drážkovacích a vrtacích a drážkovacích strojích. Jako vrtáky se používají jak šroubové vrtáky příslušného průměru, tak vrtáky Forster. Fréza je obvykle vyrobena z HSS a používá se při stavbě domů a při výrobě truhlářských výrobků.


Speciální vrtáky
Cvičení pro potvrzení. Moderní nábytek z dřevotřísky a MDF se často montuje pomocí potvrzujících šroubů, kterým nábytkáři říkají také Eurošrouby nebo Eurošrouby. Před jejich zašroubováním se v částech, které jsou spojeny v pravém úhlu, vytvoří technologické otvory daných parametrů: v jednom – v tloušťce, ve druhém – na konci. Po délce otvoru by měl být postupný rozdíl v průměru, což souvisí s konstrukčními prvky Eurošroubu. Konfirmační tyč se skládá z válcového hladkého hrdla a hlavní závitové části (obr. 14). Pro závit se vyvrtá otvor menšího průměru, pro hrdlo větší. Upevňovací prvek má také zápustnou hlavu ve tvaru komolého kužele, pro kterou je připraveno sedátko. V praxi se používají dvě technologie vrtání otvorů a používají se HSS a HW vrtáky v závislosti na tvrdosti zpracovávaných materiálů a požadované životnosti nástroje (obr. 15).

Pro potvrzené šrouby neexistují žádné normy GOST, jsou vyráběny podle evropských norem 3E120 a 3E122, možnosti velikosti 5 x 40, 5 x 50, 6,2 x 50, 6,4 x 50, 7 x 40, 7 x 48, 7 x 50, 7 x 60, 7 x 70 mm.

Nejčastěji používané šrouby jsou 6,4×50 mm. K vytvoření otvoru pro jejich závit se používá vrták o průměru 4,5 mm a pro hladkou část – o průměru 7,0 mm.
Kroková cvičení. Jedná se o univerzální vrtáky pro vysoce výkonné vrtání otvorů do dřevěných materiálů (obr. 16), plastů nebo kovu se sražením hran pod úhlem 90° pro spojovací prvky, jako jsou kravaty, například při výrobě nábytku. Podle druhu zpracovávaného materiálu se používají vrtáky z HSS nebo HW.

Flexibilní vrtáky. Odborníci skutečně ještě nepřišli na flexibilní vrtáky a tento název není zcela správný pro ohebné hřídele, které jsou ve skutečnosti pouze hnacím mechanismem, který přenáší točivý moment na nástroj ze sklíčidla zařízení. Použití ohebné hřídele v kombinaci s elektrickou vrtačkou nebo šroubovákem a vrtačkou umožňuje vytvářet otvory v nejhůře dostupných místech. Lze jej použít pouze s vrtáky malého a středního průměru, takové zařízení není určeno pro masivní nástroje. Ohebné vrtáky se používají hlavně při stavbě domů.

Závitové vrtáky. Pomocí sady vrtačky a závitníku můžete udělat díru a řezat závity v jednom průchodu.
Takové vrtáky lze použít pro vrtání a řezání závitů do různých kompozitních materiálů, plastů a kovů. Běžné velikosti jsou M12, M16, M20, M24.

Tento pokus o systematizaci moderních vrtaček vám pomůže rozhodnout se při výběru vrtačky pro konkrétní provoz. Existuje mnohem více druhů vrtáků, například existují lžičkové vrtačky, které se již nepoužívají při práci se dřevem, ale aktivně se používají při obrábění kovů. Ale mluvit o nich v jednom článku je nemožné.
Text Vladimír Paderin
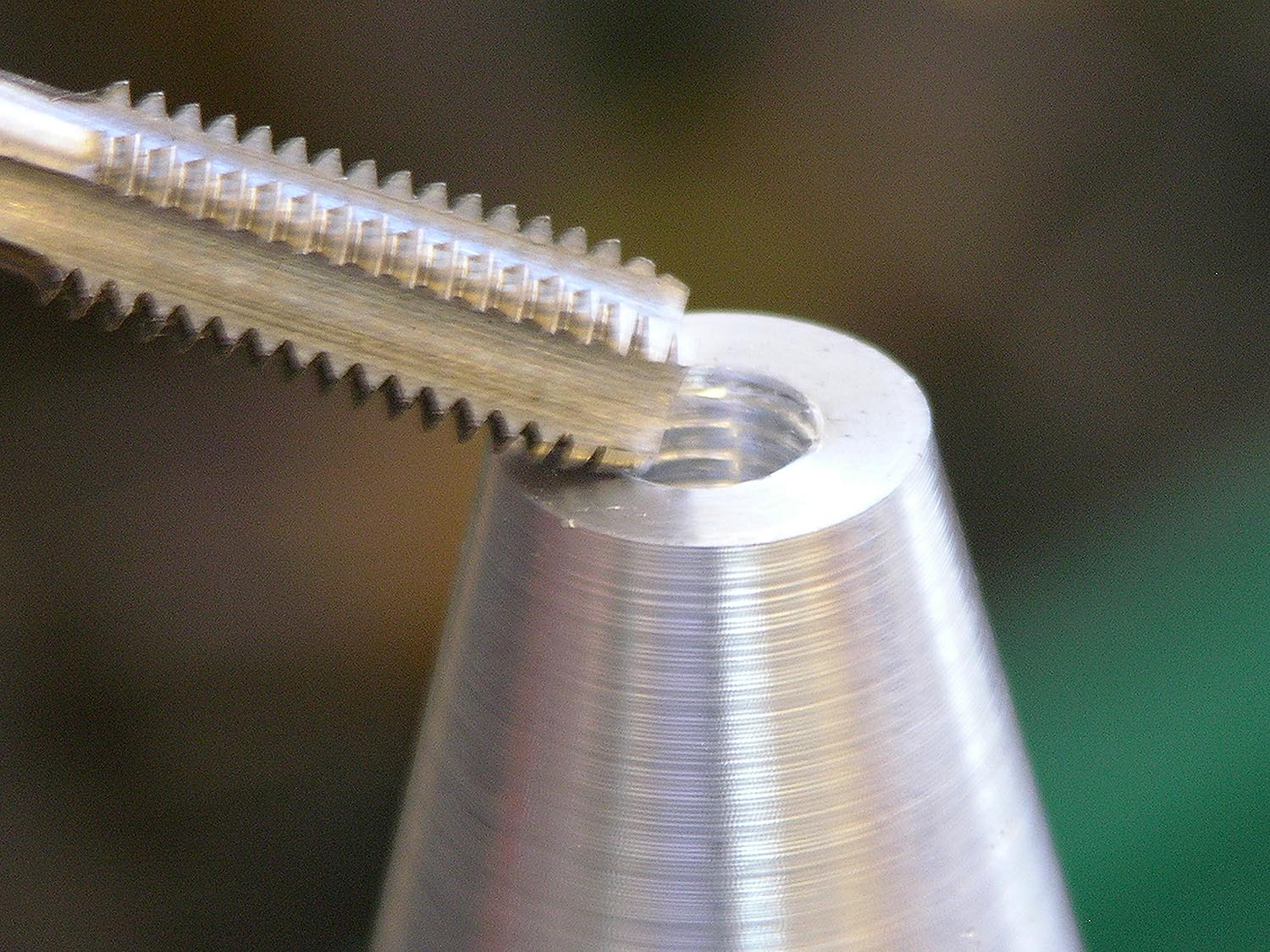
Závitování v otvoru zajišťuje spolehlivé spojení dvou částí nebo prvků kovové konstrukce. Takové upevnění se často používá ve strojírenství, při výrobě nábytku, domácích spotřebičů a dalších výrobků. V tomto článku vám řekneme, jak správně vyrobit závit, co je k tomu potřeba.
Důležité parametry závitu
Závit vytvořený v otvoru se považuje za vnitřní. Jedná se o střídání prohlubní a výstupků, které jsou umístěny podél šroubovicové linie. Takový povrch vzniká při pohybu plochého profilu podél kuželového nebo válcového prvku. Toto je hlavní součást každého závitového spoje a také součást ozubeného šroubu a šroubových převodů. Spojovací prvky jsou svorníky a šrouby. Svorníky jsou doplněny podložkami a maticemi.

Všechna vlákna se liší v několika parametrech:
- Účel. Podle něj existují upevňovací závity, průběžné závity a upevňovací a těsnicí závity. První z nich spojují součásti k sobě. Vyznačují se nezávislým brzděním, které neumožňuje uvolnění spojů při zatížení. Upevňovací a těsnicí závity nejen fixují, ale také utěsňují spojovací úseky, například v uzavíracích ventilech a potrubích, takže plyny a kapaliny nemohou unikat. Průběžné závity přenášejí pohyb.
- Profil. Je to obrys řezu v rovině, která prochází axiální částí obrobku se závitem. Profil má určitý úhel sklonu stran, výstupek a prohlubeň, které mohou být zaoblené a ploché. Podle tohoto parametru se závity dělí na lichoběžníkové, trojúhelníkové, axiální, obdélníkové a nestandardní speciální. Pro metrické válcové závity, které mají průměr menší než 600 milimetrů, platí GOSTy, které regulují jmenovitý jednotný profil.
- Průměr: vnitřní, střední, vnější. Vnitřní charakterizuje imaginární válec, jehož hranice se shodují s vrcholy závitu, tj. vyčnívajícími částmi. Vnější ukazuje velikost válcového útvaru a popisuje prohlubně, tj. vroubkování. A střední průměr se vztahuje k imaginárnímu válci, jehož plocha protíná závitové závity tak, že jejich šířka je podobná prohlubním.
- Jednotka měření používaná k určení průměru. Metrické závity se měří v milimetrech, které jsou mnohým známé, zatímco palce se používají pro palcové závity. Existuje také modulární varianta, která se měří v modulech. Pokud je vynásobíte číslem Pi, můžete převést průměr na milimetry. Existují také závity s roztečí. Jednu stoupání lze převést na palec vydělením čísla Pi jím. Poslední dva typy jsou typické pro šneky používané ve šnekových převodech.
- Rozteč. Jedná se o délku úseku položeného podél osy závitu mezi dvěma sousedními závity.
- Směr položené spirálové čáry. Může být levý nebo pravý.
- Generátor: kuželový nebo válcový, v závislosti na konfiguraci otvoru (válec, kužel).
- Počet startů. Existují závity s jedním startem a s více starty. Ty mají několik startů – dva, tři, čtyři nebo více.
- Zdvih. Jedná se o vzdálenost úsečky probíhající rovnoběžně s osou mezi počátečním bodem a druhým bodem nacházejícím se v oblasti, kde je dokončena 360stupňová rotace.
- Pracovní výška jedné otáčky je největší a nejmenší kontaktní výška.
- Hloubka. Je to výška každého výstupku – vzdálenost mezi základnou a vrcholem. Hloubka se určuje s ohledem na velikost zkosení, hloubku zašroubování, podříznutí a také rezervu vnějšího závitového povrchu čepu nebo šroubu. Podříznutí, velikosti zkosení, rezervy – to vše je popsáno v referenčních knihách a učebních příručkách. A hloubka zašroubování se vypočítává pomocí koeficientů, které se liší pro různé kovy a slitiny. Takže pro tvárnou a šedou litinu je to 1,25, pro mosaz, titan, ocel, bronz – 1 a pro slitiny lehké kategorie – 2.
Důležité! Závit otvoru musí odpovídat parametrům zašroubovaného prvku, aby se shodovaly všechny prohlubně a výstupky. Jakékoli nepřesnosti ovlivňují spolehlivost a kvalitu spojení.

Základní metody řezání
Pro řezání se používají následující metody:
- Soustružení. Používají se soustruhy vybavené hřebeny a frézami.
- Frézování závitů. Provádí se pomocí frézek, ve kterých jsou instalovány potřebné frézy nebo vírové pracovní hlavy pro řezání závitů.
- Ruční řezání. K tomu jsou vhodné specializované nástroje – závitníky, matrice.
- Válcování. Provádí se pomocí vroubkovacích hlav, matric a hřebenů, válcovacích strojů, válců.
- Broušení. Pro to jsou vytvořeny speciální kotouče.
Důležité! Používají se i jiné metody: ražení, lisování, vytlačování, odlévání. Ty se však netýkají řezání, tj. nezahrnují odstranění vrstvy kovu.
Nástroj na řezání závitů
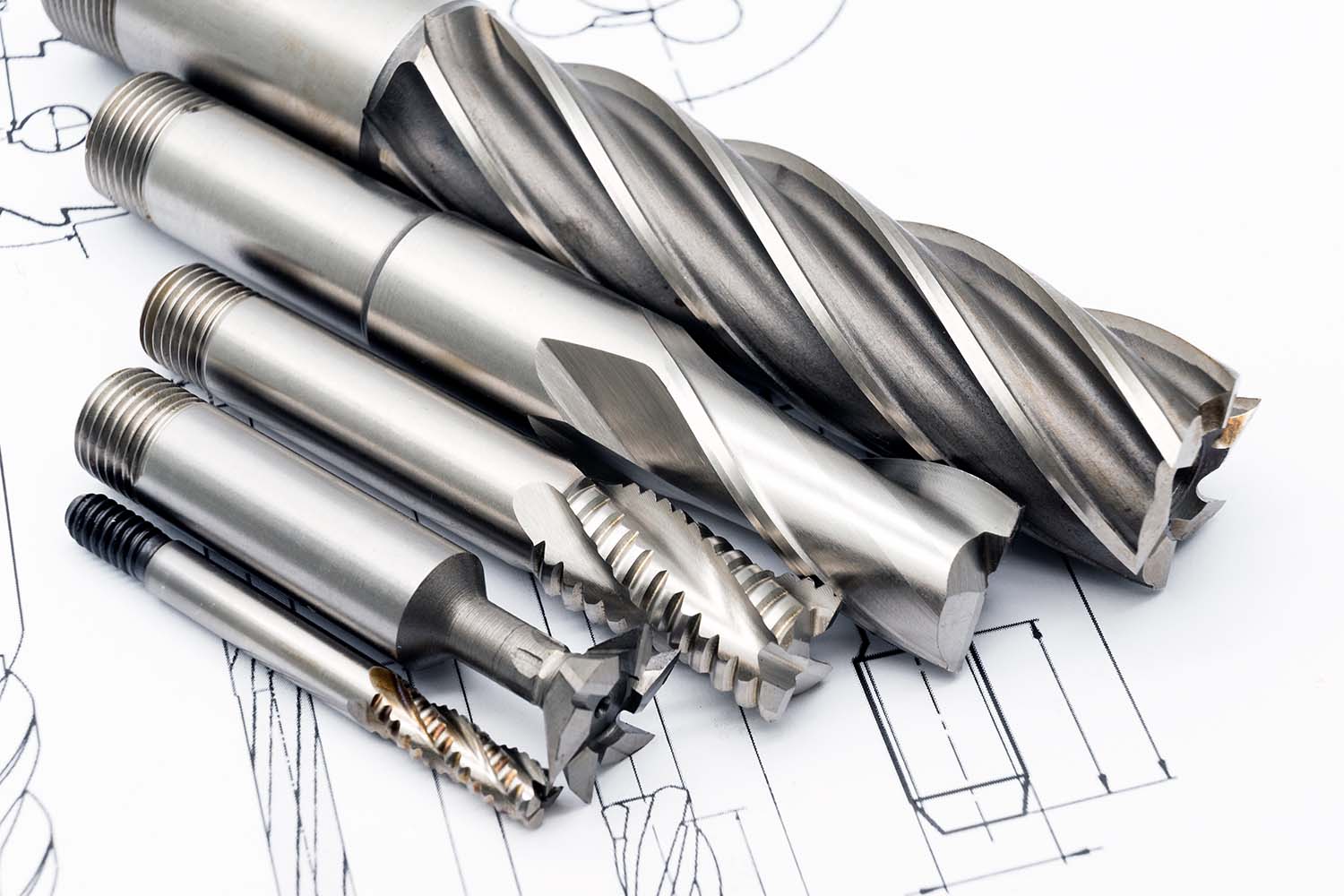
Seznam potřebných materiálů a vybavení:
- Závitník. Jedná se o nástroj, kterým je šroub se šroubovicovými nebo rovnými drážkami vyříznutými do pracovní části, které tvoří naostřené hrany. Funkcí závitníku je řezání vnitřních závitů v kovových polotovarech. Tyto nástroje, používané k ručnímu vytváření nových závitových ploch, se obvykle prodávají v sadách. Hrubý závitník odstraní asi 60 % odstraněné kovové vrstvy, průměrný závitník odstraní asi 30 % a zvýší přesnost a dokončovací závitník se používá k dokončovacímu řezání s kalibrací. Pro jemné metrické nebo trubkové závity stačí dva nástroje. Závitníky jsou ruční a strojní. První jmenované mají delší stopku.
- Zařízení pro vrtání. Pro silné kovy je vhodná vrtačka s funkcí regulace otáček. Pokud obrobek není příliš silný a relativně měkký, postačí elektrická vrtačka s vrtákem. V tomto případě by elektrická vrtačka měla pracovat s minimálními otáčkami.
- Svěráky. Umožňují bezpečně upevnit součásti a zabránit jejich posunutí.
- Další zařízení. Jedná se o středový razník, který pomůže vytvořit značky (zářezy), kladivo.
- Spotřební materiál. Patří sem maziva, která zabraňují přehřátí obrobků a rotujících pracovních příslušenství nástrojů, a také hadry k odstranění oleje a maziv.
Důležité! Nebudete potřebovat matricu, protože vytvoří pouze vnější závit.
Výběr vrtáku

Pro vyvrtání otvoru bez poškození materiálu nebo zlomení nástroje je důležité vybrat správný vrták. Při jeho výběru zvažte několik důležitých bodů:
- Zvažte vlastnosti kovu. Obvykle se používají vrtáky vyrobené z rychlořezných ocelí obsahujících kobalt, ale pokud je materiál velmi tvrdý a obtížně zpracovatelný, je lepší použít nástroj vyrobený ze slitiny se zvýšenou tvrdostí.
- Měkkost kovu ovlivňuje průměr vrtáku. Závity M10 v měkkých slitinách by měly být vytvořeny nástrojem o průměru 9,3 mm a v tvrdých slitinách o 1 mm větším.
- Pro křehké kovy se vybírají vrtáky o 1 milimetr menší než pro běžné kovy, například ocel.
- Úhel ostření vrtáku je určen tvrdostí materiálu, ale nepřesahuje 140 stupňů. Například pro litinu, ocel, tvrdý bronz je optimální hodnota od 116 stupňů do 118, pro červenou měď – 125, pro hliník – maximálně 140.
- I když je stoupání závitů stejné, průměry vrtáků se u standardních a tvářecích závitníků liší.
- Pro získání vysoce kvalitních závitů a zachování integrity kohoutku je třeba použít referenční literaturu a ověřit si státní normy.
- Průměr vrtáku musí odpovídat velikosti vytvářeného otvoru.
Jak správně určit průměr otvoru
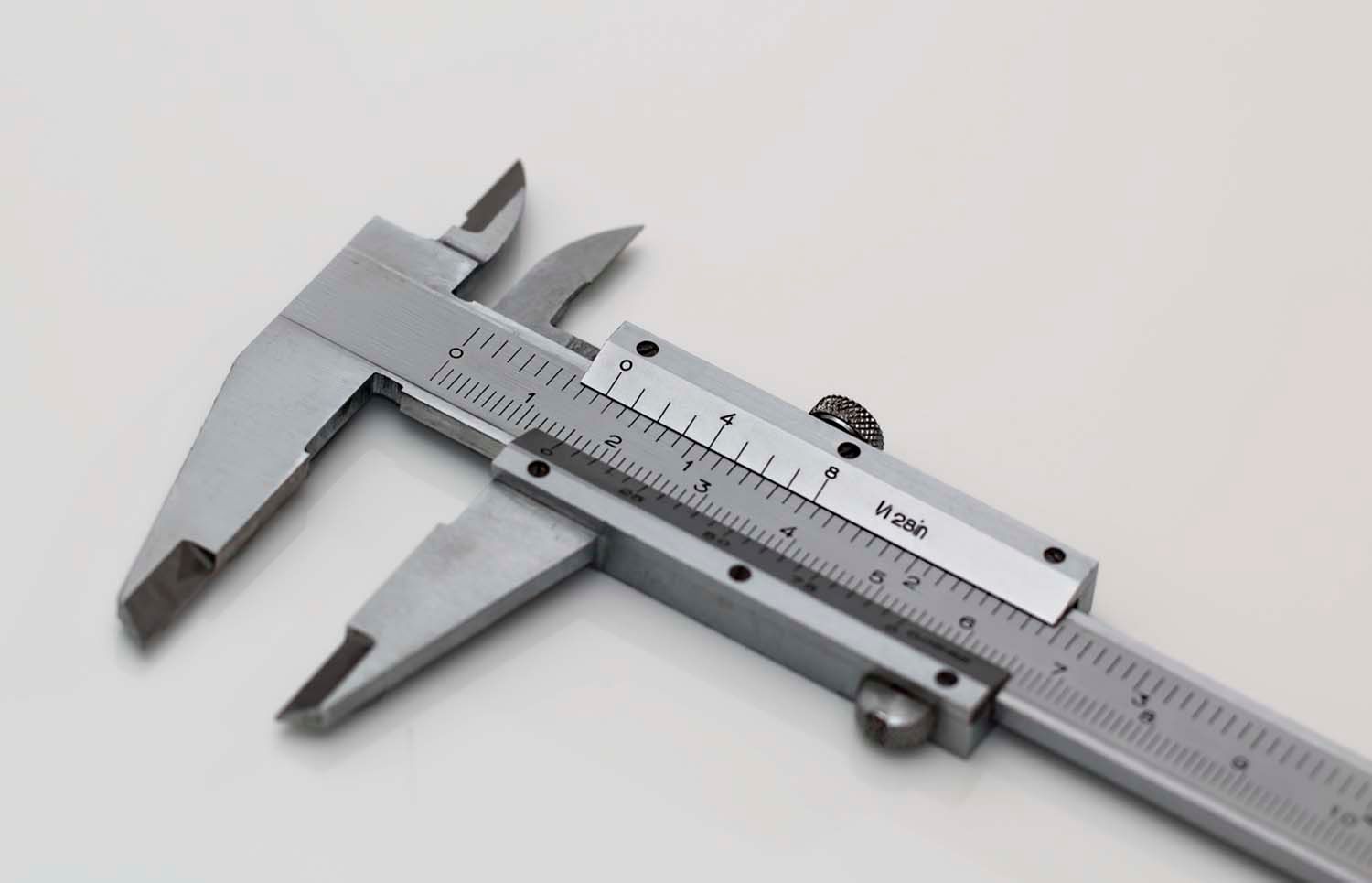
V prvních fázích práce je nutné správně a přesně vyvrtat otvor pro závit. Pokud je jeho průměr větší, než je nutné, spojení s čepem nebo šroubem ztratí svou pevnost. Pokud se parametr zmenší, zvýší se pravděpodobnost zlomení součásti při zašroubování nebo dokonce poškození nástroje použitého k zašroubování.
Pokud potřebujete vytvořit standardní závit, například M8, M6 nebo M12, pak jeho průměr s přihlédnutím k rozteči najdete v tabulkách specializovaných referenčních knih. Pokud potřebujete nestandardní variantu, pomůže vám výpočet pomocí jednoduchého vzorce:
DO = НД – Ш, kde DO je požadovaná velikost otvoru, НД je jmenovitý průměr části čepu nebo šroubu, který je kombinován s řezaným závitem, a Ш je stoupání. Výsledné číslo je průměr otvoru a také použitý vrták.
Jak vláknit
Proces není složitý, ale vyžaduje pozornost a přesnost pohybů, dodržování současných norem. Abyste dosáhli očekávaných výsledků, musíte striktně dodržovat technologii a používat vhodné nástroje. Níže se budeme zabývat všemi fázemi a nuancemi.
Příprava na řezání závitů
Při přípravě je potřeba:
- Určete seznam nástrojů a také zjistěte průměr vrtáku. K tomu je třeba prostudovat informace z referenční knihy.
- Připravte si vše potřebné. Mělo by to být snadno dostupné. Nářadí je lepší rozložit na rovném povrchu, například na pracovním stole.
- Upevněte výrobek. Pokud je malý, postačí k upevnění svěrák. A velký obrobek lze umístit na vodorovný rovný povrch a znehybnit improvizovanými prostředky, například gumovou podložkou, aby se zabránilo uklouznutí, nebo závažím.
- Označte si počáteční bod vrtání do kovu pomocí důlčíku. Pokud je automatický, umístěte ho do požadované oblasti a aktivujte. Umístěte ruční důlčík do hrotu, zafixujte ho a udeřte kladivem silou a poměrně prudce do základny.
- Určete režim vrtání – rychlost otáčení vrtáku. Záleží na průměru nástroje. Pokud je menší než 5 mm, optimální počet otáček za minutu je od 1300 do 2000. Pro průměr 6 až 10 mm je vhodná rychlost od 700 ot/min do 1300, pro 11–15 mm od 400 do 700 a pro 16–20 mm od 300 a ne více než 400.
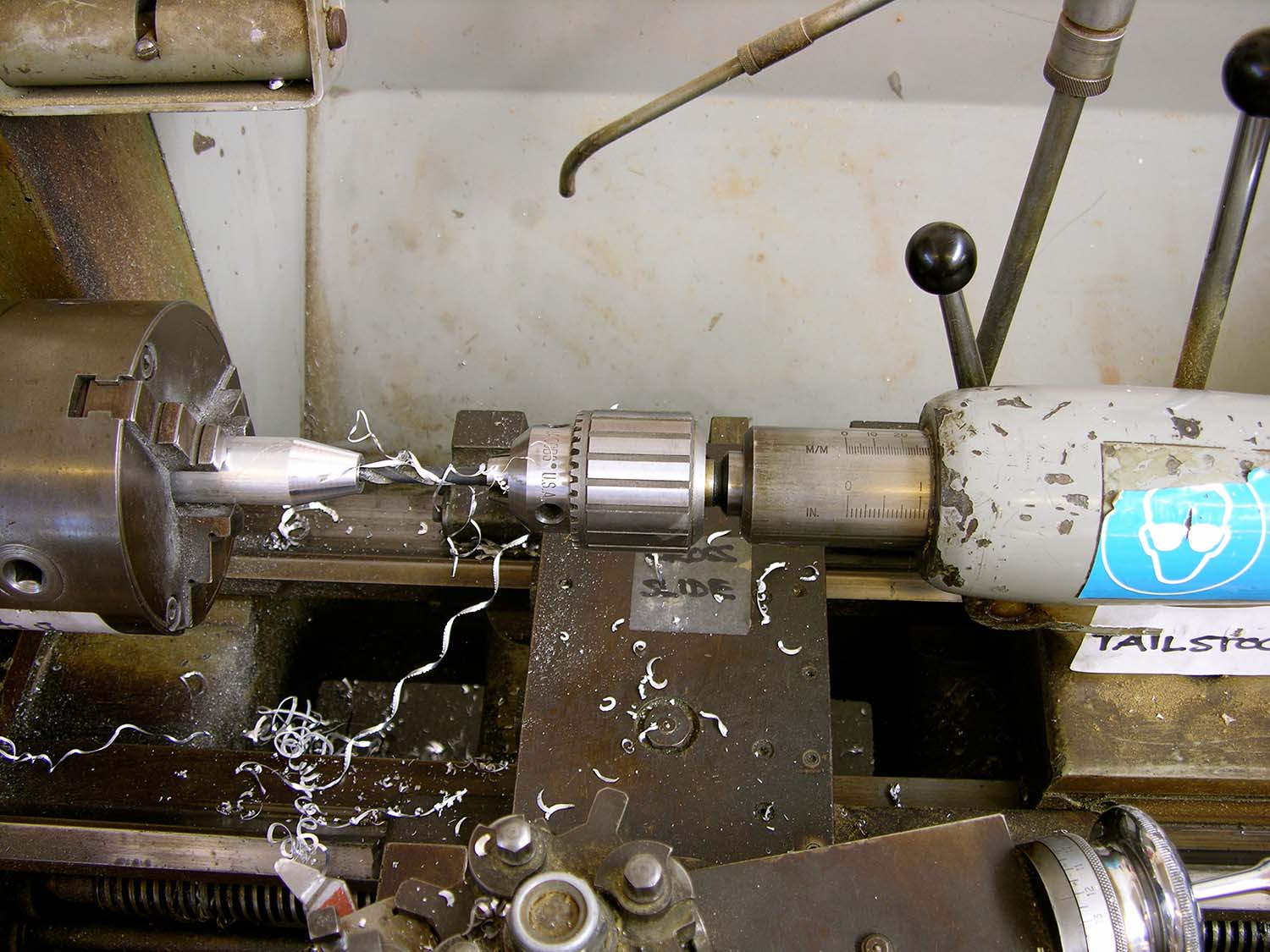
Pracovní řád
Měli byste pracovat podle následujícího algoritmu:
- Vložte vrták do zářezu vytvořeného středicím razníkem.
- Pevně držte vrtačku v rukou a umístěte ji přesně svisle k povrchu obrobku. Zapněte nástroj a lehce na něj zatlačte, aby se hlouběji zabořil do materiálu. Při pohybu dovnitř tlak uvolňujte. Sledujte odstraňování třísek. Pokud dojde k zaseknutí, změňte směr otáčení a vyjměte vrták. Vyčistěte vrták i otvor od vzniklých třísek. Pokračujte, dokud nebudete hotovi.
- Vložte závitník do hotového otvoru a zkontrolujte zarovnání os. Začněte pomalu otáčet.
- Pokud se objeví odpor, vyšroubujte závitník otáčením v opačném směru. Odstraňte třísky nahromaděné v drážkách.
- Zašroubujte závitník, dokud nedosáhnete stanovených parametrů. Pokud je otvor průchozí, měl by konec nástroje vyčnívat ze spodní části součásti. Pokud je slepý, otáčejte nástrojem, dokud se nedotkne dna.

Pokud je závit vytvořen ve slepém otvoru, musí být pro volný konec závitníku zajištěn volný prostor. Za tímto účelem se vrtá do hloubky větší než je oblast zašroubování. Pokud to není možné kvůli velikosti nebo tvaru součásti, můžete jednoduše odříznout přední volnou část závitníku.
Rada! Pro snazší nařezávání kohoutku můžete pracovní plochu namazat. Na ocel je vhodný sušicí olej, na hliník petrolej, terpentýn a líh. Pokud nic z výše uvedeného není k dispozici, postačí strojní olej, ale mazací účinek bude horší.
Závěr
Závit si můžete vytvořit vlastníma rukama, ale za prvé to bude vyžadovat speciální nástroje, které musí být pečlivě vybrány s ohledem na velikost otvoru a vlastnosti kovu. Za druhé je nutné mít dovednosti v obsluze vrtačky a závitníku a také dostatečnou sílu k vrtání tvrdého materiálu. Za třetí, sebemenší chybný výpočet nebo neopatrný pohyb je plný vad a nesrovnalostí průměru. To sníží kvalitu spojení, oslabí ho nebo ho učiní zcela nepoužitelným. I když je šroub nebo čep pevný, v budoucnu nemusí konstrukce vydržet zatížení kvůli chybám.

Pro dosažení vysoce kvalitního závitového otvoru je lepší svěřit jeho vytvoření profesionálům. Kontaktujte společnost Profbau, která má rozsáhlé zkušenosti v oblasti zpracování kovů. Naši kvalifikovaní specialisté neustále zlepšují své dovednosti a znalosti. Přísně dodržujeme normy, technologie a požadavky zákazníků. Automatizované moderní zařízení minimalizuje riziko chyb a vad. Vytváříme závitové otvory jakékoli velikosti, v jakémkoli kovu, dle jakékoli technické specifikace, včetně nestandardních. Kontaktujte nás telefonicky, e-mailem nebo odesláním poptávky z webových stránek.