Technologie vrtání a vystružování
V závislosti na požadované kvalitě a počtu zpracovávaných obrobků se pomocí značek nebo přípravku vyvrtají otvory. Během pracovního procesu je třeba dodržovat následující základní pravidla:
- při vrtání průchozích otvorů v obrobcích je nutné dbát na způsob jejich zajištění; pokud je obrobek namontován na stole, musíte jej umístit na podpěru, abyste zajistili volný výstup pro vrták po dokončení zpracování;
- vrták by měl být přiveden k obrobku až po zapnutí otáčení vřetena tak, aby při dotyku s povrchem obrobku bylo zatížení na něj malé, jinak může dojít k poškození řezných hran vrtáku;
- Nezastavujte otáčení vřetena, když je vrták v obráběné díře. Nejprve musíte vyjmout vrták a poté přestat otáčet vřetenem nebo zastavit stroj, jinak může dojít k poškození vrtáku;
- pokud se během vrtání objeví hluk při broušení nebo vibrace v důsledku zaseknutí, vychýlení nebo opotřebení vrtáku, měli byste jej okamžitě sejmout z obrobku a poté stroj zastavit;
- Při vrtání hlubokých otvorů (l>5d, kde l je hloubka otvoru, mm; d je průměr otvoru, mm) je nutné pravidelně odstraňovat vrták z obráběného otvoru, aby se odstranily i třísky. jak namazat vrtačku. To výrazně snižuje pravděpodobnost zlomení vrtáku a předčasného otupení;
- otvor o průměru větším než 25 mm do plného kovu se doporučuje vrtat ve dvou přechodech (s vystružováním nebo zahloubením);
- vrtání by mělo být prováděno pouze podle režimů uvedených v technologických mapách nebo v tabulkách referenčních knih a také podle doporučení mistra (technologa);
- Při vrtání otvorů do obrobků vyrobených z oceli nebo viskózních materiálů je bezpodmínečně nutné použít chladicí kapalinu k ochraně řezného nástroje před předčasným opotřebením a zvýšenými řeznými podmínkami.
Vrtání značením se používá v kusové a malosériové výrobě, kdy výroba přípravků není ekonomicky opodstatněná z důvodu malého počtu zpracovávaných dílů. V tomto případě vrtačka obdrží označené polotovary s vyznačenými kontrolními kruhy a středem budoucího otvoru (obr. 6.21, a). V některých případech značení provádí vrták.
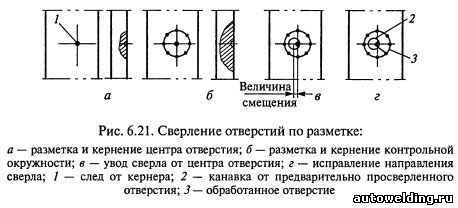
Vrtání podle značek se provádí ve dvou fázích: nejprve předběžné vrtání a poté konečné. Předvrtání se provádí ručním posuvem, vyvrtáním malého otvoru (0,25d). Poté se vřeteno a vrták zasunou, odstraní se třísky a zkontroluje se vyrovnání kružnice předvrtaného otvoru s kružnicí značení.
Pokud je předvrtání vyvrtáno správně (obr. 6.21, b), vrtání by mělo pokračovat a dokončit, a pokud se otvor dostal do strany (obr. 6.21, c), pak se provede příslušná úprava: dvě nebo tři drážky se řežou úzkým dlátem (crossmeisel) 2 na straně středu, kam chcete vrták přesunout (obr. 6.21, d). Drážky vedou vrták do místa určeného důlčíkem. Po opravě offsetu pokračujte ve vrtání až do konce.
Vrtání na přípravku
Pro vedení řezného nástroje a fixaci obrobku podle požadavků technologického postupu se používají různé přípravky. Konstantní montážní základny zařízení a vodicí pouzdra, která poskytují směr vrtáku, zvyšují přesnost zpracování. Při vrtání podél přípravku provádí vrtačka několik jednoduchých technik (instaluje přípravek, obrobek a odebírá je, zapíná a vypíná posuv vřetena).
Vrtání průchozích a slepých otvorů. V obrobcích jsou především dva typy otvorů: průchozí otvory, procházející celou tloušťkou součásti, a slepé otvory, vyvrtané pouze do určité hloubky.
Proces vrtání průchozích otvorů se liší od procesu vrtání slepých otvorů. Při vrtání průchozích otvorů, když vrták vyjede z otvoru, odpor materiálu obrobku prudce klesá. Pokud v tuto chvíli nesnížíte rychlost posuvu vrtáku, může se zaseknout a zlomit. To se stává zvláště často při vrtání otvorů do tenkých obrobků, přes přerušované otvory a otvory umístěné v pravém úhlu k sobě. Proto se vrtání průchozího otvoru provádí vysokou rychlostí mechanického posuvu vřetena. Na konci vrtání je potřeba vypnout rychlost posuvu a otvor vyvrtat ručně rychlostí nižší než mechanickou.
Při vrtání s ručním posuvem nástroje by se také měla poněkud snížit rychlost posuvu, než vrták opustí otvor, vrtání by mělo probíhat plynule.
Existují tři hlavní způsoby vrtání slepých děr.
Pokud má stroj, na kterém se vrtá slepá díra, nějaké zařízení pro automatické vypínání rychlosti posuvu vřetena, když vrták dosáhne dané hloubky (čtecí pravítka, číselníky, pevné dorazy, automatické dorazy atd.), pak při nastavování k provedení tuto operaci je nutné upravit na zadanou hloubku vrtání.
Pokud stroj taková zařízení nemá, pak pro určení dosažené hloubky vrtání můžete použít speciální sklíčidlo (obr. 6.22, a) s nastavitelným dorazem. Přítlačné pouzdro 2 sklíčidla se může pohybovat a instalovat vzhledem k tělu 1 s vrtákem v dané hloubce zpracování. Vřeteno stroje se pohybuje dolů, dokud se konec pouzdra 2 nezastaví na konci pouzdra přípravku 3 (při vrtání podél přípravku) nebo do povrchu obrobku. Toto sklíčidlo poskytuje přesnost hloubky otvoru v rozmezí 0,1. 0,5 mm.
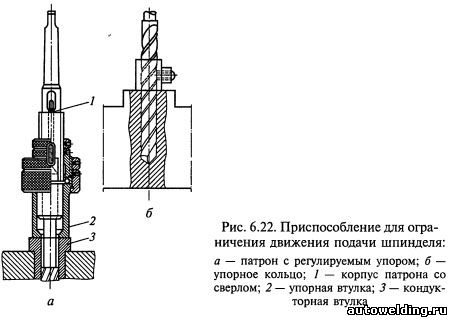
Pokud není požadována větší přesnost hloubky vrtání a není k dispozici předepsaná kazeta, pak lze použít doraz ve formě pouzdra připevněného k vrtáku (obr. 6.22, b), nebo označit hloubku otvoru na vrtáku pomocí křída. V druhém případě se vřeteno posouvá, dokud vrták nezapadne hluboko do obrobku ke značce.
Hloubka vrtání slepého otvoru se pravidelně kontroluje pomocí hloubkoměru, ale tato metoda vyžaduje další čas, protože je nutné vyjmout vrták z otvoru, odstranit třísky a po měření jej znovu zasunout do otvoru.
Vrtání otvorů
Otvory o průměru větším než 25 mm se obvykle vrtají ve dvou přechodech: nejprve vrtákem o menším průměru a poté s větším průměrem.
Průměr prvního vrtáku je přibližně stejný jako délka příčného břitu druhého vrtáku. To umožňuje výrazně snížit řeznou sílu při obrábění vrtákem s větším průměrem.
Při vrtání se doporučuje volit velikosti vrtáků v závislosti na nejmenším průměru otvoru. Lze vrtat pouze otvory, které byly dříve vyvrtány. Nedoporučuje se vrtat otvory vytvořené litím nebo lisováním, protože v těchto případech se vrták silně pohybuje kvůli nesouladu mezi středem otvoru a osou vrtáku.
Pravidla a techniky pro vrtání otvorů jsou podobné pravidlům a technikám pro vrtání.