Jak určit průměr závitového otvoru?
V přípravné fázi pro takovou technologickou operaci, jako je závitování sedla, je nejprve nutné vybrat správný vrták pro závitník. Jeho průměr musí přesně odpovídat nástroji, jinak vzniknou potíže, které negativně ovlivní kvalitu práce. Odolné tvrdokovové vrtáky pro řezání závitů lze objednat u naší firmy Mikron. Všechny výrobky splňují normy GOST.
Vlastnosti výběru vrtáků pro přípravu hrubých závitů
Velikosti vrtáků pro závitníky pro závitování se volí v závislosti na fázi přípravy sedla. Vytváření hrubých otvorů vyžaduje dodržování následujících pravidel:
- Vrták musí být vybrán přísně pro zpracovávaný díl, nebo spíše pro materiál, ze kterého je vyroben. Většinou se používá nástroj vyrobený z oceli s příměsí kobaltu. Pokud se zpracovávají složité a velmi tvrdé obrobky, měly by se používat vrtáky z tvrdých slitin;
- Otvor je předem zpracován zahloubením, po kterém se v něm vytvoří zkosení. To zajišťuje lepší vystředění závitníku a snadné vkládání svorníků, šroubů a jiných typů spojovacích prvků;
- Při výběru průměru vrtáku pro závitník se berou v úvahu vlastnosti materiálu. Parametry otvoru pro tvárné a měkké kovy se budou lišit ve srovnání s tvrdými a křehkými. Například u měkkých obrobků jsou vrtáky D pro závity M8 6,8 mm a pro tvrdé – 6.7 mm;
- Při zpracování křehkých materiálů, např. litiny, se doporučuje zmenšit velikost hrubého otvoru o 1/10 mm.
Přesné parametry otvorů a maximální odchylky jsou určeny normami GOST. Tento dokument také specifikuje vlastnosti sezení ve viskózních a měkkých materiálech. Pokud řezání závitů vyžaduje extrémní přesnost, řídí se GOST. Níže uvedené tabulky pro průměry vrtáků pro závitové závity a ustanovení GOST se používají k získání vysoce kvalitních otvorů a zabránění poruše zařízení.

Použité nástroje
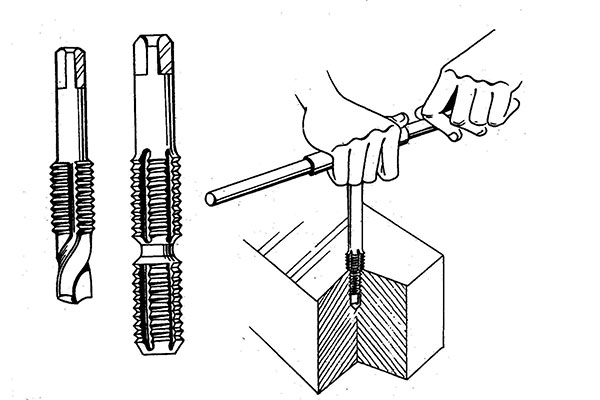
Před závitováním se určí a vyvrtá průměr sedla. Poté se použije závitník – spirálové zařízení s řeznými drážkami umístěnými podél osy. Drážky rozdělují pracovní část na segmenty – hřebeny s ostrými hranami.
Aby byla nit úhledná a splňovala požadované geometrické parametry, je stříhána postupně, přičemž se postupně odstraňují tenké vrstvy kovu. Proto používají kombinované závitníky s pracovní plochou rozdělenou na 3 části (pro hrubé zpracování, pro vyvrtávání drážek a pro dokončovací fázi), nebo sady nástrojů pro podniky. Jednotlivé závitníky s jedním geometrickým parametrem po celé délce tyče se používají v případech, kdy je potřeba aktualizovat parametry závitového otvoru.
Závitník se nejčastěji používá společně s držákem výčepního nebo jinak unášečem. Velikost jeho montážního otvoru musí odpovídat parametru stopky zařízení.

Technologie vnitřního závitu
Při procesu vytváření drážek závitník nejen odřízne kovovou vrstvu, ale také tlačí materiál. Proto by měl být průměr vrtáku o něco menší (0,5-0,7 mm) než průměr připravovaného závitu.
Tabulky GOST označují D se standardní a sníženou roztečí. D vrtáků na řezání kovů s kuželovou stopkou pro metrické závitové otvory si můžete vypočítat sami. K tomu však potřebujete znát průměr zamýšleného závitu. Od této hodnoty se odečte stoupání závitu, které lze zobrazit v tabulce shody vrtáku a závitníku.
Pokud je k přípravě sedla použit tříchodý závitník, pak lze průměr otvoru určit pomocí vzorce Do = Dm x 0,8. První hodnota je přímo požadovaný průměr a Dm je průměr závitníku.
Vnitřní závitování se provádí v několika fázích:
- Vrták je upevněn ve sklíčidle obráběcího stroje nebo vrtačky a na jeho povrch je aplikováno mazivo (terpentýn, petrolej, strojní olej). Rychlost by měla být nastavena na nízkou;
- Pomocí jádra nebo kladiva se vytvoří vybrání;
- Před vrtáním se musíte ujistit, že vrták je umístěn přísně kolmo a samotný obrobek je pevně zajištěn ve svěráku;
- Po vyvrtání pomocí o něco většího vrtáku udělejte zkosení;
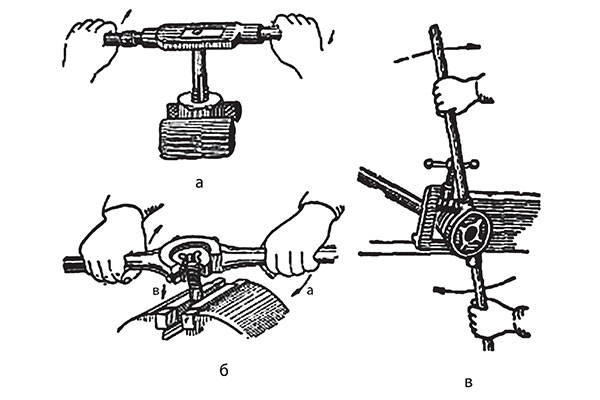
- Po předběžné přípravě začnou řezat. Pro hrubé hrubování se používá závitník 1 Po dvou otáčkách ve směru hodinových ručiček se udělá jedna v opačném směru, to je nutné k odstranění vzniklých třísek. Po hrubé práci použijte kohoutek 2, poté 3.
Při manipulaci je třeba vzít v úvahu, že pohyby by neměly být příliš obtížné. Pokud je cítit silná překážka, pak stojí za to znovu použít předchozí kohoutky nebo opatrně odstranit všechny třísky z vybrání.
Typy vláken a parametry
Vlákna jsou rozdělena do různých typů podle několika parametrů, kterými jsou:
- Jednotky, ve kterých se počítá průměr. Nejčastěji se jedná o metrické a palcové systémy;
- Tvar profilu – kulatý, lichoběžníkový, trojúhelníkový;
- Počet spuštění vlákna – 1,2 nebo 3;
- Směr, ve kterém cívky stoupají – vlevo nebo vpravo;
- Tvar – kónický nebo válcový;
- Vnitřní nebo venkovní;
- Účel – podvozek, upevnění nebo upevnění-těsnění.
Výše uvedené parametry určují typ závitu (a podle toho i rozměry vrtáků pro závitníky), může to být:
- Válcový (MJ);
- metrický (M) a kuželový (MK);
- Trubka (označení G nebo R);
- S kulatým profilem (E);
- Kulatá pro použití v sanitárních armaturách (Kr);
- Lichoběžníkové (Tr);
- Tah (S) a tah zesílený (S45);
- palec (BSW, UTS nebo NPT);
- Používá se pro upevnění potrubí v ropných vrtech.

Výběr vrtáku pro metrické závitníky
Standardní kohoutky jsou zařízení od M3 do M12. Jaké vrtáky jsou potřeba pro závitníky pro metrické závity s hrubým stoupáním najdete v tabulce
| Tap (závit/hlavní rozteč) | Průměr otvoru (⌀ vrták), mm |
|---|---|
| M3x0.5 | 2.5 |
| M4x0.7 | 3.3 |
| M5x0.8 | 4.2 |
| M6x.1.0 | 5.0 |
| M8x1.25 | 6.8 |
| M10x1.5 | 8.5 |
| M12x1.75 | 10.2 |
| M14x2.0 | 12.0 |
| M16x2.0 | 14.0 |
| M18x2.5 | 15.4-15.6 |
| M20x2.5 | 17.4-17.6 |
Pokud je otvor připraven v obrobcích, které budou používány v každodenním životě, můžete použít starou metodu výběru. Například potřebujete připravit závit M8*1,5:
- Jmenovitý průměr – 8 mm;
- Krok odpovídá 1,5;
- Od 8 odečteme 1,5, dostaneme 6.5.
To znamená, že velikost vrtáku je 6,5. Výsledné hodnoty je možné zaokrouhlit nahoru.

Velikosti vrtáků pro trubkové (palcové) závitníky
Výběr vrtáku pro palcový závitník se provádí podle níže uvedené tabulky.
| G | Stoupání závitu, mm | Počet závitů na 1 palec | ⌀ závitové vrtáky, mm | ⌀ závitové otvory, mm | ||
| Nominální | Mezní odchylky pro třídy přesnosti | |||||
| A | B | |||||
| G1 / 8 | 0.907 | 28 | 8.7 | 8.62 | +0.1 | +0.2 |
| G1 / 4 | 1.337 | 19 | 11.5 | 11.5 | +0.12 | +0.25 |
| G3 / 8 | 1.337 | 19 | 15 | 15 | +0.12 | +0.25 |
| G1 / 2 | 1.814 | 14 | 18.75 | 18.68 | +0.14 | +0.28 |
| G5 / 8 | 1.814 | 14 | 20.75 | 20.64 | +0.14 | +0.28 |
| G3 / 4 | 1.814 | 14 | 24.25 | 24.17 | +0.14 | +0.28 |
| G7 / 8 | 1.814 | 14 | 28 | 27.93 | +0.14 | +0.28 |
| G1 | 2.309 | 11 | 30.5 | 30.34 | +0.18 | +0.36 |
| G1 1 / 8 | 2.309 | 11 | 35 | 35 | +0.18 | +0.36 |
| G1 1 / 4 | 2.309 | 11 | 39 | 39 | +0.18 | +0.36 |
| G1 3 / 8 | 2.309 | 11 | 41.5 | 41.41 | +0.18 | +0.36 |
| G1 1 / 2 | 2.309 | 11 | 45 | 44.9 | +0.18 | +0.36 |
| G1 3 / 4 | 2.309 | 11 | 51 | 50.84 | +0.18 | +0.36 |
| G2 | 2.309 | 11 | – | 56.7 | +0.18 | +0.36 |
| G2 1 / 4 | 2.309 | 11 | – | 62.8 | +0.22 | +0.43 |
| G2 1 / 2 | 2.309 | 11 | – | 72.27 | +0.22 | +0.43 |
| G2 3 / 4 | 2.309 | 11 | – | 78.62 | +0.22 | +0.43 |
| G3 | 2.309 | 11 | – | 84.97 | +0.22 | +0.43 |
| G3 1 / 4 | 0.907 | 11 | – | 91.07 | +0.22 | +0.43 |
| G3 1 / 2 | 1.337 | 11 | – | 97.42 | +0.22 | +0.43 |
| G3 3 / 4 | 1.337 | 11 | – | 103. 77 | +0.22 | +0.43 |
| G4 | 1.814 | 11 | – | 110. 12 | +0.22 | +0.43 |
| G4 1 / 2 | 1.814 | 11 | – | 122. 82 | +0.22 | +0.43 |
| G5 | 1.814 | 11 | – | 135. 52 | +0.22 | +0.43 |
| G5 1 / 2 | 1.814 | 11 | – | 148. 22 | +0.22 | +0.43 |
| G6 | 2.309 | 11 | – | 160. 92 | +0.22 | +0.43 |

Jak vybrat vrták pro beztřískový závitník
K vylisování závitů se používají válcovací závitníky. Jedná se o beztřískovou metodu, při které se kov deformuje v různých směrech od osy otvoru. Při hrubování je tedy místo připraveno s většími parametry než při řezání třískou. Takže pro řezání M8 v krocích po 1,5 budete potřebovat nástroj s D 6,5 a pro válcování se hrubé práce provádí vrtákem 7,45 mm.
| М | Stoupání závitu | Vnitřní průměr závitu matice (přid. ISO2 – 7H) | Min. mm | Max. mm | Průměr hrubého otvoru (vypočtená hodnota), mm |
| 1 | 0,25 | * 0,785 | 0,89 | 0,91 | 0,9 |
| 1,1 | 0,25 | * 0,885 | 0,99 | 1,01 | 1,0 |
| 1,2 | 0,25 | * 0,985 | 1,09 | 1,11 | 1,1 |
| 1,4 | 0,3 | * 1,142 | 1,24 | 1,27 | 1,25 |
| 1,6 | 0,35 | * 1,321 | 1,44 | 1,48 | 1,45 |
| 1,8 | 0,35 | * 1,521 | 1,66 | 1,68 | 1,67 |
| 2,0 | 0,4 | * 1,679 | 1,84 | 1,86 | 1,85 |
| 2,2 | 0,45 | ** 1,838 | 2,02 | 2,04 | 2,03 |
| 2,5 | 0,45 | * 2,138 | 2,30 | 2,34 | 2,3 |
| 3 | 0,5 | 2,639 | 2,79 | 2,82 | 2,8 |
| 3,5 | 0,6 | 3,050 | 3,24 | 3,28 | 3,25 |
| 4 | 0,7 | 3,466 | 3,69 | 3,73 | 3,7 |
| 4,5 | 0,75 | 3,924 | 4,16 | 4,2 | 4,2 |
| 5 | 0,8 | 4,384 | 4,64 | 4,68 | 4,65 |
| 6 | 1 | 5,217 | 5,51 | 5,59 | 5,55 |
| 7 | 1 | 6,217 | 6,55 | 6,6 | 6,55 |
| 8 | 1,25 | 6,982 | 7,41 | 7,48 | 7,45 |
| 9 | 1,25 | 7,982 | 8,41 | 8,48 | |
| 10 | 1,5 | 8,751 | 9,28 | 9,37 | 9,35 |
| 11 | 1,5 | 9,751 | 10,28 | 10,37 | |
| 12 | 1,75 | 10,531 | 11,16 | 11,25 | 11,2 |
| 14 | 2 | 12,310 | 13,02 | 13,14 | 13,1 |
| 16 | 2 | 14,310 | 15,02 | 15,14 | 15,1 |
| 18 | 2,5 | 15,854 | 16,75 | 16,89 | 16,9 |
| 20 | 2,5 | 17,854 | 18,75 | 18,89 | 18,9 |
Výběr vrtáků pro trapézové závity
Lichoběžníkový je běžící, samobrzdící závit s vysokou třecí silou. Používá se ve zdvihacích technologiích, protože nevyžaduje další fixaci. Díly s trapézovým závitovým otvorem se používají v soustruzích, vysokozdvižných vozíkech a lisech.
Tabulka pro výběr vrtáku pro závitník s trapézovým závitem
| Klepněte | Průměr vrtáku, mm | Klepněte | Průměr vrtáku, mm |
|---|---|---|---|
| Tr 8×1.5 | 6.6 | Tr 14×3 | 11.25 |
| Tr 10×1.5 | 8.6 | Tr 14×4 | 10.25 |
| Tr 10×2 | 8.2 | Tr 16×4 | 12.25 |
| Tr 10×3 | 7.5 | Tr 18×4 | 14.25 |
| Tr 12×2 | 10.2 | Tr 20×4 | 16.25 |
| Tr 12×3 | 9.25 | Tr 22×3 | 19.25 |
| Tr 14×2 | 12.2 | Tr 22×5 | 17.25 |

Průměry vrtáků pro závitníky UNC/UNF
V Rusku se taková zařízení používají zřídka, hlavně v podnicích zabývajících se výrobou zakázek zahraničních společností. UNC je zkratka pro hrubý závit, UNF pro jemnější závit. Níže uvedená tabulka vám pomůže vybrat správný nástroj pro UNC.
| Závit x Počet závitů na palec | Průměr vrtáku, mm | Závit x Počet závitů na palec | Průměr vrtáku, mm |
|---|---|---|---|
| 1 / 4×20 | 5.1 | 7 / 8×9 | 19,5 |
| 5 / 16×18 | 6.5 | 1 × 8 | 22,25 |
| 3 / 8×16 | 8 | 1 1/8 x 7 | 25 |
| 7 / 16×14 | 9.4 | 1 1/4 x 7 | 25 |
| 1 / 2×13 | 10.8 | 1 3/8 x 6 | 30,75 |
| 9 / 16×12 | 12.2 | 1 1/2 x 6 | 34 |
| 5 / 8×11 | 13.6 | 1 3/4 x 5 | 39,5 |
| 3 / 4×10 | 16.5 | 2 × 4 | 45 |
Kromě hlavních tabulek uvedených v článku se při výběru zařízení vyplatí znát hlavní ustanovení GOST 19257-73, 21348-75 a 18844-73. Popisují všechny normy používané ve výrobě při vytváření otvorů s různými průměry a typy závitů.
Obráběcí nástroje od výrobce lze vždy objednat u naší firmy Mikron. Všechny produkty uvedené v katalogu jsou vyráběny v souladu s GOST a mají všechny potřebné certifikáty. Naši konzultanti vám po telefonu sdělí, jak vybrat vrták, který odpovídá závitníku. Pravidelnými klienty Mikronu jsou kovodělný průmysl, strojírenské podniky a organizace související s jaderným a ropným průmyslem. Skladem je vždy velké množství nářadí, takže objednané zboží je expedováno ihned po vyřízení žádosti.
Moskva, sv. Elektrodnaja, 2, budova 12
Kancelář: od 8:45 do 17:30, pátek do 16:00
Sklad: od 10:00 do 16:00, v pátek do 15:00