Jak správně řezat závity na soustruhu?
Řezání závitů na soustruhu je jednou z nejběžnějších operací prováděných na tisících soustruhů každý den. Jako pracovní nástroje se používají frézy, závitořezné hlavy, matrice a závitníky. Řezba pomocí frézy vyžaduje speciální dovednosti a znalosti.
Typy řezáků
typy řezáků: a – rovné; b – kulatý; c – zakřivený
Konstrukce soustruhu umožňuje řezání vnitřních i vnějších závitů. Za tímto účelem bylo vytvořeno mnoho druhů řezáků, které patří do tří velkých skupin:
Tyče jsou nejjednodušším typem řezného nástroje. Jedná se o tyč (jakéhokoli tvaru průřezu) s pracovní hlavou. Profil je určen tvarem hlavy. Jednou z variant tyčových fréz je s pájenými karbidovými pracovními hranami. Jsou odolnější proti oděru a nevyžadují časté broušení. Kulaté a hranolové patří do kategorie tvarované.
Prizmatický řez pouze vnější strana. Oproti tyčovým jsou schopny pracovat s velkými plochami. Fréza je držena v rybinovém držáku. Schopné více přebrušovat než tyčové.
Kulaté dělají vnější a vnitřní závity. Jsou pohodlnější na řezání a mají širší možnosti použití než hranolové. Lze je ostřit vícekrát. Jsou instalovány v držáku vzhledem ke konci a otvoru.
Technika navlékání
úhel posuvu frézy
Fréza se rovnoměrně pohybuje po obrobku a svým hrotem řeže čáru ve tvaru šroubu. Sklon přímky k ose kolmé na pohyb frézy se nazývá úhel šroubovice. Tento indikátor závisí na:
- rychlost otáčení součásti ve stroji;
- vlastnosti posuvu frézy.
Když je fréza zasunuta do polotovaru, je pokryta spirálovou drážkou. Závit zajišťuje spolehlivé upevnění, utěsnění nebo pohyb prvků v plánovaném směru.
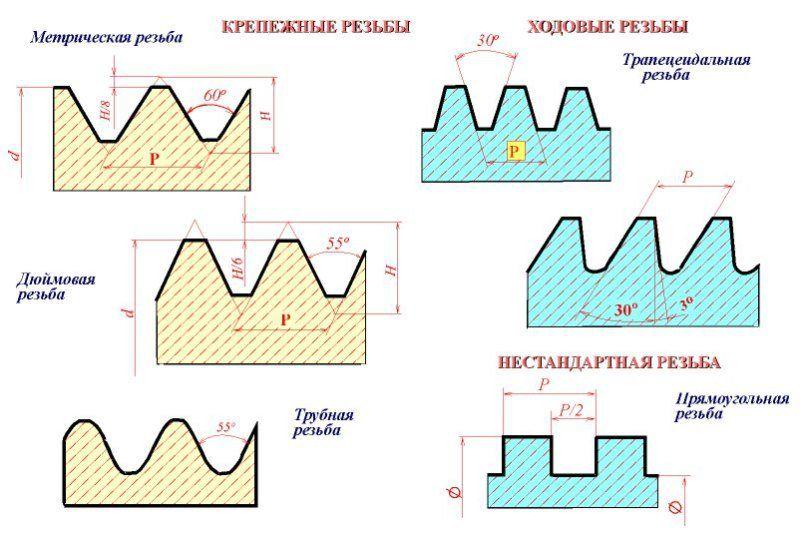
V závislosti na konfiguraci přířezu je uveden název upevnění: válcový nebo kuželový. Profil, který je zároveň průměrem výstupku na rovinu závitu, se volí s ohledem na účel. Nejvhodnější jsou následující profily:
- obdélníkový;
- lichoběžníkový;
- ostroúhlý.
Jsou řezané jednoprůchodové nebo víceprůchodové. Ty druhé jsou tvořeny několika drážkami umístěnými ve stejných vzdálenostech od sebe, ty první jedinou drážkou.
Vlastnosti závitu jsou určeny takovými pojmy, jako je stoupání a zdvih – vzdálenost mezi identickými prvky závitu. Rovná se součinu počtu záznamů na krok.
Pravidla krájení

pro kontrolu správného řezání nití se používá šablona závitu
- Čistota závitu je dána polohou a směrem pohybu nástroje. Pro správné použití nástroje existuje šablona. Je umístěn rovnoběžně se středem stroje na obrobku. Projekce nástroje a šablony se překryjí a prozkoumá se lumen. Fréza je umístěna výhradně podél středové linie stroje.
- Vnitřní závity jsou řezány zakřivenými nástroji (s malým průměrem otvoru). Můžete použít plochý nástroj vložením do trnu. Vnější – často ohnuté, ve vzácných případech dokonce. Volba frézy závisí na typu kovu a parametrech závitu.
- Pravidla pro umístění pracovní hrany nástroje závisí na plánovaném profilu. Trojúhelníkový se provádí ve vrcholu 60 nebo 55 stupňů. (pro metrické nebo palce). Vzhledem k tomu, že při pohybu třmenu jsou někdy možné chyby, použijte nástroj s hrotem 59 stupňů 30 minut.
- Úhel čela nástroje se volí podle materiálu součásti v rozsahu 0 – 25 stupňů. Čím tvrdší a křehčí materiál, tím menší úhel. Takže pro ocelové polotovary použijte nástroj s úhlem 0 stupňů; vysoce legované oceli lze řezat pod úhlem až 10 stupňů.
- Prohlubeň je vyrobena hladká, zaoblená nebo se zářezem je vybrána tak, aby odpovídala tvaru.
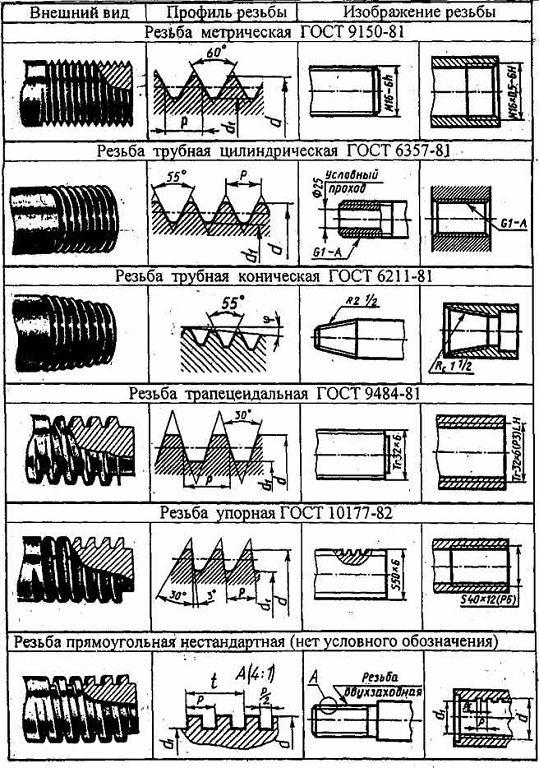
Parametry a odpovídající GOST
Návod na řezání závitů ve videu: