Co zahrnuje označení svarového spoje na výkrese?
Konvenční obrázky a označení švů svarových spojů jsou regulovány GOST, podle kterého jsou viditelné švy, bez ohledu na způsob svařování, konvenčně zobrazeny na výkresech s hlavními čarami, neviditelnými švy – s přerušovanými čarami, viditelný jediný bod je zobrazen s znaménko +, které je vyrobeno s plnými hlavními čarami. Neviditelné jednotlivé body nejsou zobrazeny.
Symbol pro standardní šev nebo jeden svar obsahuje:
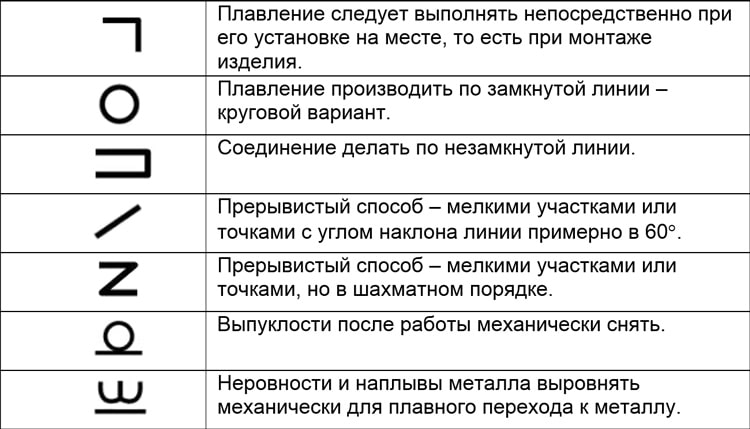
- pomocné značky pro šev podél uzavřené linie nebo montážního švu;
- alfanumerické označení švu podle normy pro typy a konstrukční prvky švů ve svarových spojích;
- symbol způsobu svařování podle normy pro typy a konstrukční prvky svarových spojů (nemusí být specifikováno);
- znak a velikost nohy podle normy pro typy a konstrukční prvky svarových spojů;
- pro přerušovaný šev – délka svařované oblasti, znak / nebo Z a velikost kroku;
- pro jeden bod – velikost vypočteného průměru bodu;
- pro svar odporového bodového elektrického svařování – velikost vypočteného průměru hrotu nebo elektrického nýtu, znaménko / nebo Z a velikost kroku;
- pro svar kontaktního válečku elektrické svařování – velikost odhadované šířky švu;
- pro přerušovaný svar elektrického svařování odporovým švem – velikost vypočtené šířky švu, znaménko násobení, velikost délky svařovaného úseku, znaménko / a velikost kroku;
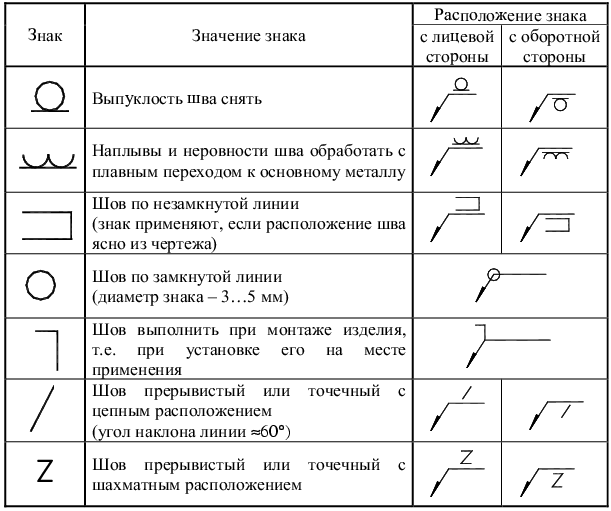
- pomocné značky (drsnost povrchu, značka označující odstranění výztuže atd.).
Symbol pro nestandardní šev nebo jeden svar obsahuje:
- pomocné znaky švu podél uzavřené linie a montážního švu;
- pro přerušovaný šev – délka svařovaného úseku, znak Z nebo velikost kroku;
- pro jediný svarový bod – velikost vypočteného průměru bodu;
- pro odporové bodové elektrické svařování nebo elektrický nýtový svar – velikost vypočteného průměru hrotu nebo elektrického nýtu, znaménko / nebo Z a velikost kroku;
- pro svar kontaktního válečku elektrické svařování – velikost odhadované šířky švu;
- pro přerušovaný svar elektrického svařování odporovým švem – velikost vypočtené šířky švu, znaménko násobení, velikost délky svařovaného úseku, znaménko / a velikost kroku;
- pomocné znaky.
Metody svařování mají tyto symboly: P – ruční elektrický oblouk, G – plyn, A – automatické svařování pod tavidlem bez použití vyzdívek, podložek a svarového švu, Af – automatické svařování pod tavidlem, na tavidle, Am – automatické svařování pod tavidlem obloukové svařování na měděné podložce tavidla, P – poloautomatické svařování pod tavidlem bez použití podložek, podložek a podsvarový šev, Ps – totéž na ocelovém obložení, Kt – odporové bodové svařování, Kr – odporové švové svařování, Ks – odporové svařování natupo, Sh – elektrostruskové svařování. Při použití svařování elektrickým obloukem v ochranných plynech se písmeno Z umísťuje za označení metody.
Značky pro označení švů svarových spojů se umisťují nad polici vodicí čáry, když se kreslí z obrázku švu na přední straně, a pod policí, pokud je nakreslena z obrázku švu na rubové straně;
Pomocné symboly pro označení svarů jsou uvedeny v tabulce
- na vodicí linii, která má nasazenou polici s označením švu, na polici vodicí čáry nakreslené z obrázku švu, který na přední straně nemá označení;
- pod policí vodicí čáry nakreslené z obrázku švu, který nemá označení, na rubové straně.
Je povoleno nepřidělovat švům sériové číslo, pokud jsou všechny švy na výkresu stejné a jsou zobrazeny na stejné straně. V tomto případě jsou švy, které nemají označení, označeny vodicími čarami bez polic.
Nestandardní švy jsou nakresleny na výkresech s uvedením rozměrů.
Pokud najdete chybu, vyberte část textu a stiskněte Ctrl + Enter.
Proces svařování a kreslení jsou neoddělitelné pojmy, zejména v profesionálním prostředí. Chcete-li být úspěšným svářečem a profesionálem, je důležité umět porozumět příslušným výkresům, požadavkům GOST a symbolům.
Pojďme zjistit, jak správně číst výkresy svařování a jaké jsou jejich vlastnosti.
Normy GOST pro výkresy svařování
Možnosti svařování a technické parametry svarových spojů na výkresech mají podobu speciálních symbolů (SD), které tyto možnosti a vlastnosti vysvětlují. Takové UW svařování na výkresech je téměř nemožné na první pohled pochopit. Jediná věc, která jim pomáhá bojovat, jsou normy GOST.
Musíte si stáhnout a prostudovat 3 normy:
Jak číst svařovací symboly na výkresech
K tomu si uveďme konkrétní příklad – jak to vypadá na tomto výkresu.

Necvičené oko zde vidí nesrozumitelnou sadu písmen, číslic a dalších záhadných znaků. Připraveno – jasný a srozumitelný algoritmus, který zjednodušuje práci s výkresem.
Podívejme se na každý prvek zvlášť:
- o – kružnice v našem případě znamená, že krok podél uzavřené čáry je kruhový. Obecně zde uvádějí, zda se jedná o uzavřenou linku nebo o instalační připojení. V poslední možnosti je to zaškrtávací políčko.
Jednosměrná šipka označuje linii švu. Je to také police, na které jsou umístěny ovládací prvky – jako v naší verzi. Pokud je šev na špatné straně, jsou všechna označení napsána pod policí.
- GOST 14771-76 – zde uvádějí, která norma byla použita k vedení používání symbolů;
- T3 – máme T-spoj (označený písmenem T). V tomto okamžiku napište typ připojení a jeho konstrukční prvky (alfanumerická kombinace). Ve výše uvedeném příkladu je oboustranný koutový svar typu T bez zkosených hran.
Existují také spojení nebo švy:
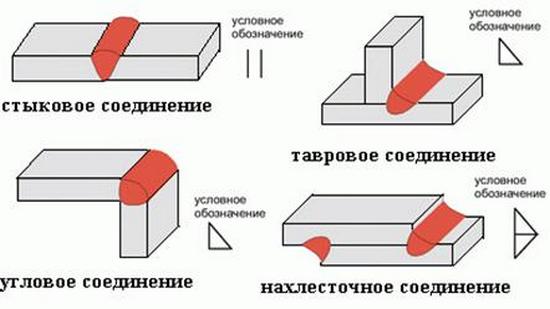
- tupo C – sousední konce jsou spojeny
- přesah (H) – svařovací plochy jsou posunuté a jedna se mírně překrývá s druhou
- úhlové (U) – konce obrobků jsou svařeny pod určitým úhlem
- speciální (O) – metody, které nejsou stanoveny GOST.
- UP – metoda svařování. Používáme obloukové svařování oxidem uhličitým.
Možnosti svařování také zahrnují:
- automatické ponoření (A) – žádné polštáře nebo podšívky
- předchozí verze s polštářem (AF)
- v inertním plynu s wolframovou elektrodou bez přísad (IN)
- předchozí verze s přísadou (INp)
- v inertním plynu s elektrodou, která se taví (IP)
- předchozí verze je pouze v oxidu uhličitém (CD).
- ◺6 – popis typu a rozměrů konstrukčních prvků. V našem příkladu je řečeno, že velikost kloubní nohy je 6 mm. Možnosti připojení také zahrnují následující: jedno- a obousměrné (SS a BS), viditelné a neviditelné (plné a tečkované čáry). Někdy se používají nestandardní švy – ve standardu nenajdete informace o jejich konstrukčních rozměrech.
- 50 – číslo určuje délku souvislého úseku;
- Z – prostor je vyhrazen pro charakteristiku zapojení. Máme to v šachovnicovém vzoru;
- 100 – číslo popisuje připojení nebo jeho součásti. V našem případě krok s hodnotou 100 mm.
Poslední ikona v podobě podtrženého kroužku znamená, že je potřeba vyrovnat kloubní plochy.
Na konci seznamu symbolů mohou být následující znaky:
Obrázek svarových švů
Svary můžete ve výkresu označit pomocí dvou typů čar: plné a čárkované (tečkované). První se používá, pokud jsou spoje vnější a viditelné, druhý – pokud spoje nejsou viditelné.
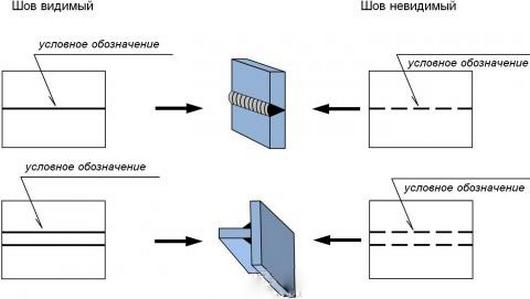
Povinným prvkem je prodlužovací šipka: označuje, kde se šev nachází. Umístění symbolu závisí na tom, zda je spoj viditelný nebo ne. Pro viditelné švy – nad šipkou, pro neviditelné – pod šipkou.
Šev může být víceprůchodový. K tomu dochází, když je spoj vytvořen několika průchody, které se navzájem překrývají.
Pokud jde o připojovací spáry, jsou to:
- jednostranné (SS) – když jsou díly svařeny na jedné straně povrchu;
- oboustranný (BS) – když se topné médium střídavě pohybuje od spodní plochy k horní. Kořen tupého svaru je v tomto případě umístěn uvnitř sekce.
Je důležité oříznout okraje. To poskytne potřebnou hloubku při svařování metodou tavení. Technologie svařování a tloušťka materiálu určují všechny parametry hran.
Podívejte se, jaké mohou být okrajové části.

Svařovací spoje jsou:
Konkrétní možnost závisí na charakteru implementace.
Přerušovaný svar může být označen:
- plná čára, pokud jsou spoje viditelné;
- přerušovaná čára, pokud jsou spoje neviditelné.
Bodové svařování je na výkrese označeno znaménkem + tvořeným plnými čarami a zvolená možnost svařování není důležitá.
Jak se spoje označují podle typu provedení?
Všechny možnosti označení můžete vidět v tabulkách níže.
Tupé klouby
Zkosení na jedné hraně
Zkosení na dvou hranách
Dva symetrické úkosy na obou hranách
Jednosměrné připojení pomocí těsnění
Svary koutového typu
Svary typu T
Překrývající se spoje
Přerušovaný průběžný šev
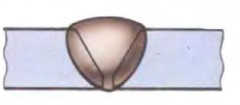
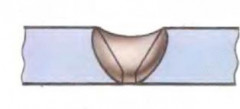
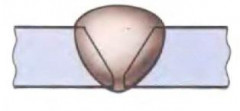
Možnosti švů v závislosti na vnějším povrchu
Jaké budou mechanické a fyzikální vlastnosti spojovacího spoje závisí na jeho tvaru. Pokud mají spoje konvexity, jsou zpracovány frézou nebo brusnými kotouči.
V tabulce uvádím, co jsou konvexní spoje a jak je na výkrese vyznačen svarový spoj.
Ekonomický v procesu tvorby, stabilní při stálém zatížení.

Nejlépe se používá při dynamickém zatížení, snadno se provádí.

Zahrnují použití spotřebního materiálu a nejsou ekonomické.
Jak odstranit okraj
Volba konkrétní metody odstraňování hran závisí na tloušťce kovu použitého pro svařování.
- kolmý, úhel – 90 stupňů. Tloušťka kovu menší než 8 mm (oboustranné svařování), méně než 3 mm (jednostranné svařování), od 4 do 8 mm (ocelové plechy);
- Tvar V. Jednostranné zkosení, tloušťka plechu – 4-26 mm;
- ve tvaru X. Oboustranné zkosení, tloušťka plechu – 12-40 mm;
- ostrý úhel. Sníží se z 60 na 45 stupňů, když tloušťka plechu dosáhne 20 mm nebo více.
Je důležité zajistit vzdálenost mezi hranami 4 mm. Potom jsou švy vysoce kvalitní a mají vysokou pevnost.
Jako bonus je zde ukázka provedení oboustranného koutového svaru bez zkosení hran pomocí automatického svařování pod tavidlem v uzavřené linii.