Co je řezná rychlost a podle jakého vzorce se určuje?
Na řezná rychlost jsou ovlivněny vlastnostmi zpracovávaného materiálu a materiálu nástroje, řeznými parametry a životností fréz.
Řezná rychlost je určena vzorcem v=vstůl K1K2K3, kde vstůl (tabulková hodnota řezné rychlosti) a korekční faktory k1 (v závislosti na velikosti obrábění), k2 (v závislosti na tvrdosti a stavu povrchu zpracovávaného materiálu), k3 (v závislosti na trvanlivosti materiálů nástroje ) jsou vybírány z referenčních knih. Poté je řezná rychlost zjištěná z referenčních materiálů porovnána se skutečnou, stanovenou pro konkrétní stroj pomocí vzorce v=(πDфn)/1000, m/min.
Po zvolení průměru frézy se materiálem řezné části a geometrickými parametry zubu a účelem posuvu na zub nastaví řezná rychlost při frézování dle norem (mapy řezných režimů).
Byly vyvinuty obecné strojírenské standardy pro režimy frézování s použitím nástrojů vyrobených z rychlořezné oceli a tvrdých slitin. Mohou sloužit jako počáteční údaje při přiřazování řezných rychlostí a minutových posuvů.
Tyto normy jsou k dispozici v každém závodě a slouží jako vodítko pro vývoj procesů. Frézovací rychlosti a v nich uváděné minutové posuvy však nejsou maximální a v některých případech je mohou frézaři překročit, pokud používají produktivnější nástroje nebo pracují na výkonnějších a tužších strojích.
Standardy se skládají ze samostatných karet pro čelní, válcové, koncové, kotoučové, drážkovací, odřezávací, drážkové, půlkruhové a rohové frézy při zpracování všech nejběžnějších slitin železa a neželezných kovů. Operátor frézování musí vybrat mapu, která splňuje zadané podmínky, a použít ji k vytvoření racionálního režimu zpracování.
Řezné režimy uvedené ve standardních mapách jsou určeny pro jednonástrojové zpracování se stanovenou životností obr. 6 v článku Opotřebení a životnost fréz. Při práci s jinými dobami životnosti obsahují karty korekční faktory pro řeznou rychlost při frézování. Kromě toho karty poskytují korekční faktory pro rychlost frézování v závislosti na mechanických vlastnostech zpracovávaného kovu, stavu obrobeného povrchu (přítomnost nebo nepřítomnost kůry nebo okuje), šířce frézování a hlavním půdorysném úhlu f. V případě dokončovacího (rozměrového) obrábění je v mapách řezného režimu s frézami z rychlořezné oceli uveden korekční faktor, který zohledňuje menší míru dovoleného opotřebení.
Přestože jsou řezné režimy s nástroji z rychlořezné oceli určeny pro ocel P18, platí při práci s frézami vyrobenými z ocelí P9K5, P9K10, P9F5 a R18F2 a také oceli P9 za předpokladu, že je vystavena vysoce kvalitnímu teplu. zacházení.
Omezte řezné rychlosti a posuvy
Volba maximálních řezných rychlostí a posuvů pro zpracování obrobků maximálních rozměrů na navrženém stroji se provádí na základě rozboru technologického postupu. Při návrhu univerzálních strojů je výchozím bodem technologický postup typických dílů, které mají být na tomto stroji zpracovávány.
Mezní hodnoty parametrů, jako je řezná rychlost a posuv při frézování, by měly být identifikovány pro všechny operace při práci s různými nástroji. Analýza technologického procesu si klade za cíl nejen stanovit meze změny otáček a posuvů vřetena (kinematické charakteristiky), ale také identifikovat operace a režimy zpracování, které vyžadují největší hnací výkon, největší krouticí momenty na vřetenu a největší tažné síly. (výkonové charakteristiky).
Mezní hodnoty charakteristik navrženého stroje jsou určeny na základě mezních hodnot několika charakteristik režimů zpracování, ale braných pro různé operace. Stanovení maximálních řezných rychlostí a posuvů pro různé operace proto musí být spojeno s určitými vlastnostmi navrženého stroje. Zároveň je nutné při volbě mezních hodnot řezných rychlostí a posuvů zohlednit pokrok technologie zpracování a zdokonalování řezných nástrojů a poskytnout odpovídající schopnosti ve vlastnostech navrženého stroje.
Při posuzování získaných maximálních hodnot řezných rychlostí a posuvů a odpovídajících charakteristik navrženého stroje je nutné vzít v úvahu jeho místo v typu strojů této skupiny a možnost zpracování obrobků maximálních velikostí s max. řezné rychlosti a posuvy na strojích sousedních standardních velikostí této skupiny.
V moderním průmyslu je zvláštní význam přikládán režimům soustružení. Správná volba řezných režimů při soustružení může výrazně zvýšit produktivitu zařízení, kvalitu výsledného produktu a také prodloužit životnost řezného nástroje. Soustružení je proces, během kterého řezný nástroj odstraňuje vrstvu materiálu, což umožňuje, aby obrobek dostal požadovaný tvar a velikost. V tomto případě hrají klíčovou roli pro dosažení požadovaných výsledků režimy zpracování na soustruhu a jejich správný výpočet.
Dnes se dozvíme, jaké jsou řezné režimy při zapínání obráběcích strojů, jak je správně určit a na co si dát pozor při výběru parametrů.

Správné určení řezného režimu je klíčem k vysoké kvalitě hotového dílu
Algoritmus akcí před startem
Aby bylo zpracování co nejefektivnější, je důležité před jeho zahájením provést řadu úkonů.
- Analýza a výběr materiálu obrobku. Určete si typ a složení materiálu, se kterým budete pracovat. To ostatně přímo ovlivňuje podmínky soustružení oceli a dalších materiálů.
- Kontrola stavu stroje. Ujistěte se, že je stroj v dobrém provozním stavu, zejména u soustruhů s počítačovým numerickým řízením (CNC). Případné vady mohou ovlivnit kvalitu zpracování.
- Výběr a montáž řezných nástrojů. Na správné volbě závisí přesnost zpracování a životnost samotného nástroje.
- Stanovení základních parametrů. Na základě materiálu obrobku, typu řezného nástroje a požadované kvality povrchu jsou identifikovány klíčové parametry: rychlost posuvu, hloubka řezu a úhel náběhu.
- Výpočet řezných podmínek při soustružení. Použijte speciální tabulky nebo software. K přesnému určení parametrů přijde na pomoc také kalkulačka řezného režimu pro soustružení.
- Konsolidace. Ujistěte se, že je obrobek bezpečně upnut ve sklíčidle nebo mezi hroty soustruhu. Eliminujte možné vibrace a posunutí během zpracování.
- Bezpečnostní kontrola. Ujistěte se, že v pracovní oblasti nejsou žádné cizí předměty a že jsou na místě všechny ochranné kryty a štíty.
- Provedení zkušebního provozu. Před zahájením práce se doporučuje vyzkoušet stroj bez podávání nástroje k obrobku a zkontrolovat zvolené režimy zpracování.
- Nastavení parametrů. Po zkušebním provozu a počátečním zpracování v případě potřeby upravte parametry režimu řezání.
- Start. Po všech kontrolách a úpravách začněte pracovat s jistotou, že zvolené parametry jsou správné.
Dodržováním tohoto algoritmu můžete zajistit optimální podmínky pro efektivní zapnutí jakéhokoli zařízení.
Všeobecné soustružení jako nejběžnější typ soustružení
Mezi různými soustružnickými operacemi zaujímá obecné soustružení zvláštní místo a je považováno snad za nejoblíbenější.
Obecné soustružení je odstranění přebytečného materiálu z obrobku pomocí řezného nástroje, který umožňuje dát dílu požadované rozměry a tvar. Současně se v závislosti na konkrétních úkolech a objektech zpracování rozlišují následující typy obecného soustružení:
- přímý – proces zpracování válcových ploch. Jedná se o základní a nejběžnější typ soustružení a používá se k vytváření hřídelí, tyčí a jiných válcových dílů;
- kužely – umožňuje získat část ve tvaru kužele, vnější i vnitřní;
- zkosení – zpracování hran dílu za účelem odstranění ostrých hran a dodání čistého vzhledu;
- v drážce – vytvoření vybrání na povrchu dílu, což je nezbytné pro instalaci těsnicích kroužků nebo jiných prvků;
- vnitřní povrchy – používají se pro zpracování otvorů a vnitřních kuželů, vytváření řezů nebo závitů;
- konce – zpracování koncových ploch obrobku pro získání roviny se stanovenými rozměry a kvalitou povrchu;
- poloměry a zakřivené plochy – používá se, když je potřeba vytvořit na dílech oblé a zakřivené tvary.
Každý z těchto typů soustružení má své vlastní charakteristiky a vyžaduje volbu vhodného řezného režimu při soustružení. Na správné volbě typu soustružení a vhodném režimu závisí kvalita hotového dílu, produktivita práce a životnost řezného nástroje.

Obecné soustružení je nejběžnějším typem soustružení.
Jaké jsou řezné podmínky při soustružení?
Řezné podmínky při soustružení jsou souborem parametrů, které určují podmínky pro interakci řezného nástroje s opracovávaným obrobkem. Tyto parametry se nastavují v závislosti na zvoleném druhu zpracování a materiálu obrobku, vlastnostech řezného nástroje a prováděné úloze.
Jak můžete určit režim řezání?
Režim řezání během soustružení lze určit na základě následujících základních parametrů:
Řezná rychlost (V) – rychlost pohybu obrobku vzhledem k řeznému nástroji, měřená v m/min.
Posuv (S) je množství pohybu nástroje na otáčku zpracovávaného obrobku, měřeno v mm/ot.
Hloubka řezu (t) – velikost průniku řezné části nástroje do materiálu obrobku, měřeno v mm.
K určení řezných režimů lze použít tabulky a doporučení výrobců řezných nástrojů, experimentální data, ale i specializované programy a kalkulačku řezných režimů pro soustružení.
Co ovlivňuje volbu řezného režimu
Je určeno řadou faktorů:
- Typ materiálu obrobku: různé materiály (ocel, hliník, mosaz atd.) mají různé fyzikální a mechanické vlastnosti, které ovlivňují proces řezání.
- Typ řezného nástroje: materiál, ze kterého je nástroj vyroben, jeho geometrie, typ povlaku atd.
- Typ obrobku a jeho geometrické parametry: přítomnost vybrání, poloměrů, kuželů atd.
- Požadovaná kvalita povrchu po zpracování.
- Výkon procesu: V některých případech je prioritou rychlost zpracování, v jiných – kvalita a životnost nástroje.
- Chlazení a mazání: Použití řezných kapalin umožňuje zvýšit rychlost nebo hloubku řezu.
- Vlastnosti zařízení: schopnosti a vlastnosti konkrétního stroje nebo instalace.
Správná volba řezných režimů zajišťuje vysokou kvalitu hotových dílů, minimální opotřebení nástroje a efektivní využití zařízení.
Řezné parametry
Otáčky vřetena (n)
Podstata parametru. Toto je počet otáček, které vřeteno vykoná za minutu. Rychlost otáčení přímo souvisí s řeznou rychlostí a rozměry obrobku.
Jak určit. Podle vzorce:
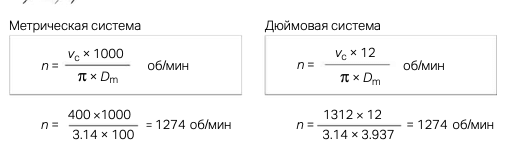
kde V je řezná rychlost, m/min; D – průměr dílu, mm.
Rychlost řezání (V)
Podstata parametru. Rychlost, kterou se řezný nástroj pohybuje po povrchu součásti během procesu řezání.
Jak určit. Určeno na základě doporučení výrobce nástroje, typu materiálu obrobku nebo experimentálně.
Zdroj (S)
Podstata parametru. Velikost pohybu nástroje vzhledem k součásti na otáčku vřetena.
Jak určit. Hodnota posuvu závisí na požadované kvalitě povrchu, materiálu součásti a typu nástroje.
Hloubka řezu (t)
Podstata parametru. Vzdálenost, o kterou se břit nástroje zanoří do materiálu obrobku.
Jak určit. Hloubka řezu se volí na základě požadované velikosti obráběné plochy a doporučení pro zpracování konkrétního materiálu.
Hlavní půdorysný úhel
Podstata parametru. Úhel mezi hlavním břitem nástroje a rovinou kolmou ke směru hlavního pohybu. Hlavní úhel ovlivňuje podmínky pro tvorbu a oddělování třísky.
Jak určit. Úhel je určen geometrií řezné části nástroje a je obvykle udán výrobcem nástroje. V některých případech lze referenční úhel změnit opětovnou instalací nástroje do držáku.
Výpočet řezných podmínek
Řezné režimy jsou souborem parametrů, které se nastavují při provádění soustružnických operací, aby byla zajištěna vysoká kvalita zpracování. Hlavní parametry, které se berou v úvahu při výpočtu:
- Řezná rychlost určuje, jak rychle řezný nástroj prochází po obráběném povrchu. Parametr přímo souvisí s materiálem součásti a materiálem řezného nástroje. Je důležité správně zvolit zmíněný indikátor, abyste minimalizovali opotřebení nástroje a získali kvalitně opracovaný povrch.
- Posuv odráží pohyb řezného nástroje po povrchu součásti na otáčku vřetena. Ovlivňuje kvalitu obrobeného povrchu a životnost řezného nástroje.
- Hloubka řezu označuje, jak hluboko se nástroj zařezává do materiálu. Parametr je vybrán na základě velikosti odstraňované vrstvy a geometrie řezného nástroje.
- Rychlost vřetena určuje, jak rychle se obrobek otáčí na stroji. Tento parametr závisí na průměru součásti a zvolené řezné rychlosti.
Při volbě vhodných řezných podmínek se doporučuje vycházet z doporučení výrobců nástrojů a také ze zkušeností s konkrétním zařízením. Existují různé referenční knihy a tabulky, které vám umožní rychle vybrat vhodné režimy pro různé materiály a podmínky zpracování. Je však důležité mít na paměti, že v praxi může být nutné upravit režimy na základě skutečných výsledků zpracování.
Závěr
Soustružení je složitá a zodpovědná operace, která vyžaduje hluboké znalosti a zkušenosti s výběrem správných řezných podmínek. Dodržení optimálních parametrů nejen zvyšuje životnost nástroje, ale také zajišťuje vysokou kvalitu hotového výrobku.
Pokud se potýkáte s potřebou provádět soustružnické práce, ale nejste si jisti přesností výběru režimů nebo se nechcete zabývat složitými výpočty, kontaktujte specialisty! Tým SPK-Region nabízí soustružnické služby na moderních CNC strojích. Garantujeme vysokou kvalitu vyřízení objednávky, krátké dodací lhůty a prvotřídní servis. Nesvěřujte své produkty náhodným umělcům, vyberte si osvědčené profesionály ve svém oboru!
- Trubky s obdélníkovým profilem od dodavatele hadronového urychlovače?
- Elektricky svařovaná ocelová trubka
- Plech válcovaný za tepla
- Plech válcovaný za studena
- Ocelový šestiúhelník
- Velkoobchod s armaturami A500s
- Velkoobchodní prodej ocelových trubek
- Velkoobchod válcovaného kovu
- Kde koupit pozinkované plechy?
- Kupte si elektrody
- I-paprsek
- ocelový roh
- Nízkolegované ocelové plechy
- Bezešvé ocelové trubky
- Velkoobchod s armaturami A1
- Velkoobchod s armaturami A3
- ocelový drát
- Ocelová čtyřhranná trubka
- Kupte si vlnité plechy
- Kování v Moskvě
- Pozinkovaný plech 0.5 mm
- Pozinkovaný plech 0.7 mm
- Pozinkovaný plech 1 mm
- Typy a vlastnosti nůžkových zvedáků
- Rozsah použití zvedacích stolů
- Design nůžkového zvedacího stolu
- Jak se liší nůžkové zvedací stoly od jiných typů zvedáků?
- Jak se vyrábějí zvedací stoly
- Opravy a údržba zvedacích stolů
- Typy venkovních osvětlovacích stožárů: přírubové a sloupkové
- Jak se vyrábí osvětlovací stožáry
- Ochranné nátěry na sloupy osvětlení
- Osvětlovací stožáry: ocelové nebo železobetonové?
- Antivandalové osvětlovací stožáry
- Osvětlovací stožáry pro parky
- Podpěry pro osvětlení vozovky
- Víceramenné podpěry osvětlení
- Výroba nerezových schodišť
- Zapuštěné části základů
- Ocel od různých výrobců: co z ní vyrábíme
- Třídy oceli, které používáme ve válcovaných kovových výrobcích
- Nakládací můstky a vodítka kol jsou dva atributy velkých předávacích bodů
- Doky: typy a vlastnosti
- Zvedací stoly na míru
- GOST 16523: jaký je rozdíl mezi vydáním dokumentu z roku 1970, 1989 a 1997
- Prvky urbanistického zlepšení
- Nerezové zábradlí
- Opláštění stavebních konstrukcí nerezovou ocelí
- Kovové konstrukce pro svoz odpadu: odpadkové koše a koše
- Kovové zastávky MHD