Broušení kovových vrtáků v Jekatěrinburgu | Cena

Pro obnovení řezných vlastností vrtáků a zajištění vysoce kvalitního zpracování otvorů se jejich řezné hrany brousí, jakmile se otupí. Centralizované ostření spirálových vrtáků se provádí ve speciálních brusných prostorách nebo v brusárnách na speciálním zařízení.
Ceny za ostření vrtáků
| Průměr, mm | Počet zubů – 2 | Počet zubů – 3 |
|---|---|---|
| 6 | 550 rublů. | 600 rublů. |
| 8 | 700 rublů. | 800 rublů. |
| 10 | 750 rublů. | 850 rublů. |
| 12 | 850 rublů. | 950 rublů. |
| 14 | 950 rublů. | 1000 rublů. |
| 16 | 1050 rublů. | 1100 rublů. |
| 18 | 1150 rublů. | 1300 rublů. |
| 20 | 1300 rublů. | 1450 rublů. |
| 22 | 1400 rublů. | 1550 rublů. |
| 24 | 1550 rublů. | 1700 rublů. |
| 26 | 1600 rublů. | 1800 rublů. |
| 28 | 1650 rublů. | 1850 rublů. |
| 30 | 1750 rublů. | 1900 rublů. |
| 32 | 1900 rublů. | 2050 rublů. |
Vytvářet kovové výrobky, které nemají
povrchové vady (třísky, otřepy, rýhy) vyžadují použití
dobře nabroušené vrtačky. Včasné ostření domácího nebo průmyslového nářadí
pro průmyslové účely zaručuje vysoce kvalitní zpracování kovů.
Kvalifikovaní řemeslníci firmy Instrumentalist vyrábějí
profesionální renovace takového vybavení s využitím nejmodernějších technologií
zařízení.
Jak zjistit, zda je vrtačka tupá
Následující příznaky naznačují snížení ostrosti nástroje:
znamení:
·
prodloužení doby vrtání
otvory;
·
tvorba malých třísek;
·
výrazné zahřívání pracovního vrtáku;
·
výskyt ostrého vrzajícího zvuku během vrtání.
Výskyt takových příznaků nelze ponechat bez povšimnutí.
pozornost. Používání tupého vybavení přispívá k jeho rychlému opotřebení.
Musíte utratit peníze za nákup nového nástroje.
Pořadí profesionálního ostření:
1. Kontrola
vrtáky, posouzení možnosti obnovení jeho funkcí a geometrických
parametry.
2. Příprava
ostření nástroje – čištění povrchu od prachu, nečistot, oleje, zbytků
kov;
3. Ostření
řezné hrany pod daným úhlem pomocí speciálních inovativních
zařízení a vysoce kvalitní abrazivní materiály.
4. Ověření
stupně ostření pomocí kontrolních a měřicích přístrojů, posouzení
ostrost čepelí a dodržování geometrických charakteristik.
Specialisté společnosti Instrumentalist vyrábějí
ostření vrtáků v souladu s požadavky státních norem. Profesionální restaurování
nástroje pro obrábění kovů zaručují jejich účinnost a bezpečnost
použití.
Ostření kovových soustružnických nástrojů zvyšuje životnost nástroje, snižuje zatížení stroje, udržuje kvalitu zpracování kovových obrobků a snižuje riziko zranění soustružníků. Protože frézy lze mnohokrát naostřit, čímž se sníží náklady na nákup nových nástrojů pro podnik.
Zjistíme, jak správně naostřit frézu pro stroj, jaké nuance potřebujete vědět, jaký nástroj pro ostření použít a mnoho dalšího.

- Kdy zbystřit
- Metody ostření
- Nástroje pro ostření
- Vliv úhlu na řeznou sílu
- Úhly ostření
- Druhy ostření
- Jak ostřit
- Dokončování
- Broušení
- Bezpečnostní opatření
Kdy brousit frézu
Každý řezný nástroj má efektivní životnost. Opotřebení řezné části vede ke snížení kvality povrchové úpravy kovové součásti, zvyšuje riziko selhání frézy a zvyšuje zatížení soustruhu.
Soustružnické frézy se opotřebovávají při provádění řezu a tření třísek o pracovní část nástroje. Když stupeň opotřebení překročí maximální přípustné hodnoty (takové hodnoty jsou uvedeny v technické dokumentaci), nelze frézu dále používat. V průměru je přípustná míra opotřebení 0,3-2 mm.
Chcete-li vrátit nástroji ostrost a účinnost, musíte brousit kovové frézy na zadní a přední ploše a také doladit a brousit.
Metody ostření
Řemeslníci si mohou vybrat nejpohodlnější způsob ostření soustružnického nástroje. Metody jsou rozděleny do následujících typů:
- Brusivo (na kotouč, brousek);
- Mechanochemické (používá se pro ostření velkorozměrových tvrdokovových nástrojů, fréza je navíc ošetřena roztokem vitriolu);
- Použití ostřících strojů vybavených kolečky.
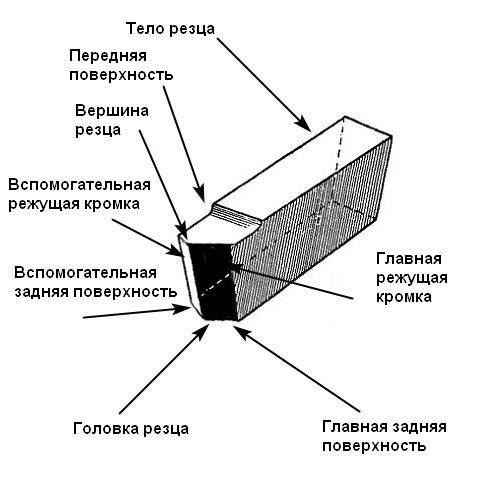
Komentář: Konstrukce soustružnické frézy
Nástroj pro ostření fréz
K ostření soustružnické frézy se používají speciální nástroje a zařízení. Volba nástroje závisí na technologických vlastnostech frézy (výrobní materiál, požadované úhly ostření atd.).
Zvažme různé možnosti nástrojů a zařízení pro ostření.
Brusné kameny a brusné kameny
- Brousky jsou klasifikovány jako ruční nástroje a ve velkých podnicích se používají zřídka. V průměru je pro efektivní ostření potřeba provést alespoň 10 průchodů frézou na bloku.
- Musatové také vyžadují manuální práci. Ostřicí zařízení je vyrobeno ve formě kovové tyče s hřebenem.
Mechanické, elektrické ostřičky, ostřičky
- Mechanický nástroj umožňuje automatické ostření soustružnických nástrojů. Průvodce nastaví vstupní hodnoty a poté provede doostření. Nástroj je vhodný pro použití v domácích dílnách a malém průmyslu.
- Elektrické ostřičky jsou kompaktní velikosti a mají vysokou rychlost ostření. Vhodné pro středně velké výrobní podniky.
- Ostřicí stroj je nejúčinnější metodou ostření ve středních a velkých průmyslových odvětvích. Stroj je vybaven brusnými kotouči s různým stupněm zrnitosti: diamantové, brusné, brusné, karborundové. Zelený karborundum se používá k ostření tvrdokovových nástrojů.
Diamantové, smirkové, karborundové kotouče
Pro rychlé ostření se používají speciální kotouče s diamantovým nebo brusným povrchem. Diamantové kotouče jsou považovány za účinnější, protože. umožňují ostřit řezné nástroje s vysokou čistotou a zvyšují životnost soustružnických nástrojů. Karborundum vytváří méně čistoty na povrchu frézy.
Doporučuje se použít diamantový kotouč s přídavkem maximálně 0,2 mm. Pokud je hodnota povolenky větší, je lepší zvolit karborundum.
Vliv úhlu ostření na řeznou sílu
Jedním z nejdůležitějších parametrů při ostření soustružnických nástrojů je úhel ostření. Je poměrně obtížné to pozorovat ručně a kvalita ostření přímo závisí na zkušenostech mistra. Na automatickém zařízení je snazší udržovat úhly; stroj dělá téměř vše za mistra.
Řezná síla přímo závisí na úhlu ostření. Čím větší je úhel čela, tím menší je řezná síla a tím snazší je oddělování třísek.
Je důležité si uvědomit, že přílišné zvětšení úhlu čela snižuje spolehlivost soustružnického nástroje. Úhel je nutné zvolit tak, abyste získali nástroj odolný proti opotřebení a zároveň snížili řeznou sílu.
Úhly ostření
Při ostření fréz pro soustruhy je nutné získat správnou geometrii nástroje. Geometrie řezné části je určena úhly: hlavní, pomocný, půdorysný a průmět.
Hlavní úhly
Hlavní jsou přední a zadní úhly, řezné a ostřící úhly.
- Přední roh. Je vytvořena mezi tečnou k přední ploše frézy a rovinou umístěnou kolmo k rovině řezu. Hodnoty jsou kladné, rovné nule nebo záporné. Kvalita povrchové úpravy frézou a množství třísek závisí na úhlu čela. Frézy s velkými úhly čela „řežou“ na obrobky snadněji, zjednodušují odstraňování třísek a snižují řeznou sílu. Pro zpracování tvrdých slitin a křehkých kovů se používají frézy se sníženými nebo zápornými hodnotami úhlu čela pro zpracování obrobků z nástrojové oceli, naopak se úhel zvětšuje;
- Zadní roh. Nachází se mezi povrchem hlavního boku a rovinou řezu a slouží ke snížení tření. Malá hodnota úhlu hřbetu snižuje míru opotřebení frézy, velká hodnota snižuje pevnost nástroje.
- Úhel řezu. Nachází se mezi přední plochou nástroje a rovinou řezu.
- Bodový úhel. Nachází se mezi hlavním a pomocným břitem.
Pomocné úhly
Pomocné úhly se nazývají přední a zadní úhly, které se měří v pomocné řezné rovině.
- Pomocný úhel čela se nachází mezi řeznou hranou a směrem. Neovlivňuje proces řezání.
- Zadní pomocný úhel je mezi rovinou, která prochází pomocným břitem kolmo k hlavní rovině. Umožňuje snížit tření mezi povrchem boku soustružnického nástroje a kovovým obrobkem.
Úhly v půdorysu a projekci
Rovinné úhly se měří v hlavní rovině a jsou rozděleny do 3 typů:
- Hlavní úhel v půdorysu. Nachází se mezi průmětem hlavního břitu na hlavní rovinu a směrem podélného posuvu. Velikost hlavního úhlu v plánu ovlivňuje čistotu a pevnost povrchové úpravy a spolehlivost frézy. S dostatečným úhlem se zvyšuje odolnost frézy proti opotřebení, klesá termodynamická zatížení a se zvětšující se šířkou klesá tloušťka řezané vrstvy. Standardní úhel je 45 stupňů, ale při obrábění dílů z měkkých slitin se používají nástroje s úhly 60, 75 a 90 stupňů.
- Pomocný půdorysný úhel. Nachází se mezi směrem podélného posuvu a průmětem pomocného břitu na hlavní rovinu. Třecí síla mezi obrobkem a pomocnou zadní plochou závisí na úhlu. Čím menší úhel, tím silnější je fréza.
- Vrcholový úhel v půdorysu. Nachází se mezi výstupky hlavního a pomocného břitu na hlavní rovinu.
Nechybí ani úhel sklonu hlavního břitu, který určuje směr toku třísky.
Pro měření úhlu postačí běžný goniometr.
Ostřící úhlový stůl
Hodnoty pro běžné materiály. Hlavní půdorysný úhel je 35-40. Zlomky se používají pro hodnoty, kde čitatel jsou úhly pro frézy, které vrtají obrobky, a jmenovatel jsou úhly pro nástroje, které plánují díly.
Úhel odlehčení pro hrubování
Úhel vůle pro dokončení
Velikost úhlu čela
Ocel (tvrdost menší než 800 MPa)
Ocel (tvrdost více než 800 MPa)
Ocel (tvrdost více než 1000 MPa)
Šedá litina (tvrdost podle Brinnell menší než 220)
Šedá litina (tvrdost podle Brinnell větší než 220)

Držáky nástrojů pro vnější soustružení
Řezací a drážkovací frézy
Řezačky nití (držáky)

Vyvrtávací frézy (držáky)
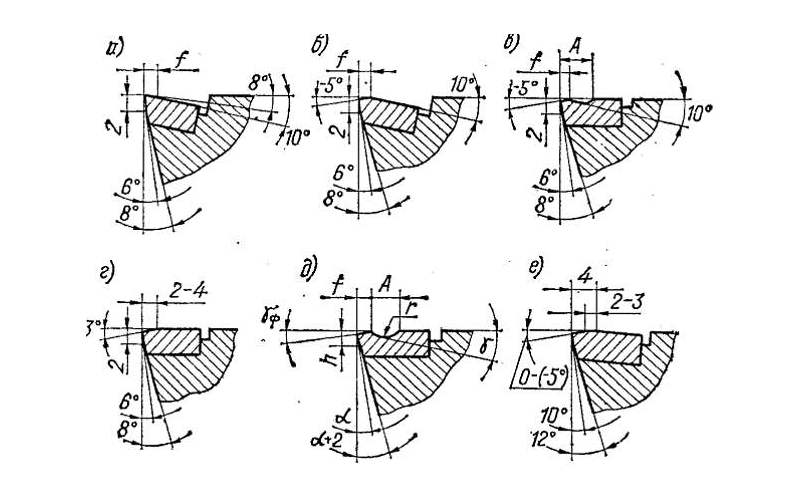
Druhy ostření v závislosti na typu soustružnického nástroje
Soustružnické frézy se dělí na řezací frézy, rovné frézy a zahnuté frézy, drážkovací frézy, závitořezy a mnoho dalších. Typ frézy závisí na tvaru čepele a počtu ploch. Všechny tyto parametry určují typ ostření.
Rovné ploché frézy
Ploché rovné frézy se používají k vytváření malých otvorů, drážek a prohlubní. Šířka čepele je 4-40 mm. Úhel ostření je 25-40 stupňů. Ostření takových fréz je jednoduché: stačí vyrovnat opotřebovaný konec.
Šikmé rovné řezáky
Pro ostření volte parametry šířky v rozmezí 4-40 mm, jeden roh odřízněte pod úhlem 70-75 stupňů, ostříte pod úhlem 25 stupňů.
Dělicí frézy
Nástroj je broušený pouze na jedné straně. Koncový úhel je vyříznut pod úhlem až 45 stupňů a ostření se provádí v rozmezí 30-40 stupňů.
Plochý poloměr (půlkruhový)
Rádiusové frézy jsou ostřeny v rozmezí 20-45 stupňů. Je důležité vyzkoušet na konci, aby přesně pasoval do tvaru.
Drážkovaný
Mají složitý tvar, až 3 cm široký Konec je vybroušen do půlkulatého tvaru, spodní část je vypouklá – broušená na 40 stupňů.

Komentář: Tvary řezáků
Jak správně brousit kovový řezák
- Postup ostření musí být proveden v souladu s konstrukcí frézy a stupněm jejího opotřebení.
- Ostření se provádí na přední, zadní nebo obou plochách. Ostření na jedné ploše je možné pouze při mírném opotřebení. Standardní frézy ostří na všech řezných plochách.
- Při ostření by měla být řezná hrana frézy umístěna na linii středu ostřicího stroje nebo níže, ale ne více než 3-5 mm.
- Zvažte směr otáčení kruhu. Při otáčení ořezávátka by měla být destička pevně přitlačena k držáku.
- Po dokončení ostření vždy zkontrolujte geometrii nástroje. Použijte šablony nebo speciální zařízení.
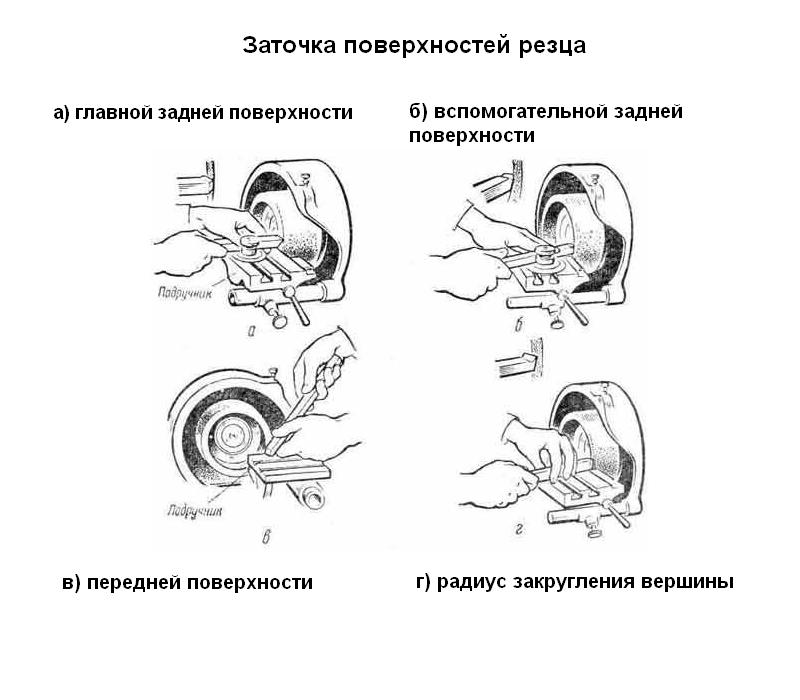
Standardní kroky pro ostření soustružnických nástrojů
- Ostření zadní plochy – hlavní a pomocné;
- Ostření přední plochy;
- Ostření zkosení podél přední plochy;
- Ostření zadní plochy frézy podél desky – hlavní a pomocné;
- Broušení zadní plochy podél poloměru vrcholu;
- Broušení drážek, otvorů, utvařečů třísek;
- Dokončování.
Provádění jemného ladění
Dokončení umožňuje zvýšit přesnost řezného nástroje a učinit řeznou desku hladkou a lesklou. Zákrok se provádí na litinovém disku, který se otáčí rychlostí 1-2 m/s. Při použití staromódní pasty se kotouč navlhčí petrolejem. Když se kotouč otáčí, zrna brusné pasty vyhladí drsnost povrchu.
Pravidla pro dokončení:
- Při dokončování použijte vodu na chlazení, ale neponořujte frézy do vody, protože mohou se zlomit v důsledku teplotních rozdílů;
- Zpracování provádějte postupně: nejprve – zadní plocha, poté hlavní, poté pomocná.
- K leštění tvrdokovových nástrojů používejte brusnou pastu na bázi karbidu bóru.
- K leštění soustružnických nástrojů z jiných kovů se používají brousky s nízkým stupněm abrazivity.
- Dokončovací kotouč by se měl otáčet směrem k desce.
Broušení
Poslední fází ostření fréz pro soustruhy je broušení. Broušení se provádí pomocí jemnozrnného brusného kotouče.
Bezpečnostní opatření
- Používejte ochranu očí, nebo ještě lépe celého obličeje.
- Stroje a řezačky se lze dotknout až po úplném vychladnutí.
- Udržujte své ruce čisté.
- Hladce nasuňte frézu na kolo.
- Před použitím zkontrolujte funkčnost a připravenost ostřičky.
- Popov S.A., Dibner L.G., Kamenkovich A.S. Ostření řezných nástrojů // Učebnice pro odborné školy, „Vyšší škola“, 1970
- Lapshin V.V., Gruby S.V. Vývoj technologie a výzkum kvality ostření přesných fréz ze supertvrdých materiálů // Časopis „Strojní inženýrství a počítačové technologie“, 2012