Proces svařování plynem – svařování kovů

Svařování plynem nebo tavením plynu patří do skupiny metod tavného svařování a zaujímá v této skupině nejdůležitější místo, co do praktického významu je na druhém místě hned po elektrickém obloukovém svařování. Pro svařovací proces lze použít různá paliva, a to svařování vodíkem s kyslíkem, svařování benzínem s kyslíkem atd. Převládající význam má svařování acetylen s kyslíkem; ostatní druhy paliv mají omezené použití. Významný technologický rozdíl mezi svařováním plynem a obloukovým svařováním spočívá v plynulejším a pomalejším ohřevu kovu.
Tento hlavní rozdíl mezi svařovacím plynovým plamenem a svařovacím obloukem je v některých případech nevýhodou, v jiných výhodou plynového plamene a určuje následující hlavní oblasti jeho použití pro svařování:
1) tenké oceli, 0,2–5 mm;
2) neželezné kovy;
3) kovy, které vyžadují postupné jemné zahřívání a pomalé chlazení během svařování, například mnoho nástrojových ocelí;
4) kovy, které vyžadují předehřev během svařování, jako je litina a některé druhy speciálních ocelí;
5) pro tvrdé pájení;
6) pro některé typy povrchových prací.
Díky své všestrannosti, relativní jednoduchosti a přenositelnosti potřebného zařízení je svařování plynem velmi praktické pro mnoho typů oprav. Relativně pomalý ohřev kovu plynovým plamenem rychle snižuje produktivitu svařování plynem se zvyšující se tloušťkou kovu a při tloušťce oceli nad 8-10 mm je svařování plynem obvykle ekonomicky nerentabilní, i když svařování oceli o tloušťce 30-40 mm je technicky stále možné. Při pomalém ohřevu se zahřívá velký objem základního kovu sousedícího se svarovou lázní, což následně způsobuje značné deformace (deformace) svařovaných výrobků. Tato důležitá okolnost činí svařování plynem technicky nepraktickým, nemluvě o ekonomicky nerentabilním pro takové objekty, jako je například stavba kovových konstrukcí, mostů, vagónů, trupů lodí, velkých rámů strojů atd. Pomalý ohřev také způsobuje dlouhé setrvání kovu ve vysokoteplotní zóně, což s sebou nese přehřátí, zhrubnutí zrna a určité snížení mechanických vlastností kovů.
Významné deformace kovu, ke kterým dochází při svařování plynem, omezují možnosti volby racionálních tvarů svarových spojů. Z mnoha tvarů svarových spojů vyráběných obloukovým svařováním se při svařování plynem obecně používá pouze nejjednodušší tupý spoj. Rohové svary, přeplátované spoje a T-spoje se při svařování plynem používají pouze v nezbytných případech, a to kvůli obtížím způsobeným značnými deformacemi kovu, které jsou vlastní svařování plynem. Tupé spoje se používají jak bez zkosených hran, bez lemování, tak s lemovacími hranami (obzvláště vhodný spoj pro svařování plynem), tak i s jednostrannými a oboustrannými zkosenými hranami.
Zkušení svářeči mohou používat výkonnější hořáky, což zvyšuje rychlost postupu plamene podél svaru a zvyšuje produktivitu svařování.
Hořák je obvykle nastaven pro provoz s normálním plamenem. Tepelný účinek plamene na kov závisí nejen na síle plamene, ale také na úhlu osy plamene k povrchu kovu. Plamen působí nejintenzivněji, když je jeho osa kolmá k povrchu kovu. S klesajícím úhlem tepelný účinek plamene slábne a je rozložen na větší plochu. Kromě výběru vhodné velikosti hořáku tedy může svářeč plynule upravovat tepelný účinek plamene na kov, měkčit nebo tvrdnout plamen změnou úhlu plamene k povrchu výrobku. S rostoucí tloušťkou kovu je obvyklé úhel plamene zvětšovat a s klesající tloušťkou kovu jej snižovat. Během svařování se hořáku dávají oscilační pohyby a konec trysky opisuje klikatou dráhu podobnou dráze, kterou urazí konec kovové elektrody při obloukovém svařování. Svářeč drží hořák v pravé ruce, ale pokud je třeba přidat přídavný kov, drží přídavnou tyč v levé ruce. Přídavná tyč je umístěna pod úhlem 45° k povrchu kovu a její konec je ponořen do lázně roztaveného kovu. Konec tyče je oscilován klikatě ve směru opačném k pohybům hořáku, takže tyč a tryska hořáku se neustále pohybují směrem k sobě.
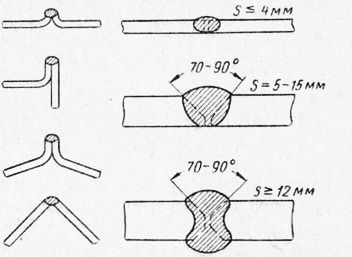
Obr. 1. Tvar spojů používaných při svařování plynem
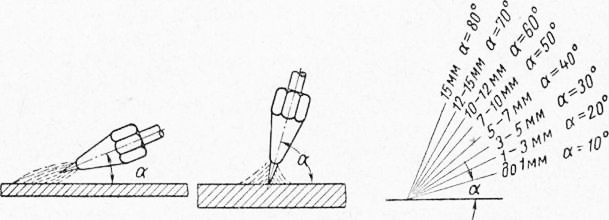
Rýže. 2. Použitelné úhly náklonu hořáku v závislosti na tloušťce kovu
Svařování plynem lze provádět v dolní, svislé a nad hlavou. Existují dva způsoby provádění svařování plynem, tzv. levá a pravá metoda.
Při běžně používané metodě levostranného svařování se přídavná tyč pohybuje vpřed, následovaná hořákem. Svar zůstává za hořákem, plamen je směrován dopředu, na základní kov. V tomto případě je pro svářeče nejpohodlnější pohybovat hořákem podél svaru zprava doleva.
U pravostranné metody svařování se hořák pohybuje vpředu, následovaný přídavnou tyčí, která se nachází mezi svarem a hořákem. Svar se nachází před hořákem, počítáno ve směru plamene, plamen směřuje zpět, ke svaru. U pravostranné metody se hořák obvykle pohybuje zleva doprava.
Správná metoda zajišťuje nejlepší účinnost využití tepla plamene, a proto zvyšuje produktivitu svařování a v důsledku toho snižuje měrnou spotřebu plynu o 15-20 %. Navzdory uvedené výhodě se správná metoda používá poměrně zřídka; to je vysvětleno skutečností, že výhoda této metody se znatelně projevuje pouze při svařování kovu o tloušťce nad 5 mm, což je u svařování plynem vzácné. Při svařování kovů malé tloušťky správná metoda, aniž by poskytovala znatelné výhody, zvyšuje riziko propálení kovu, a proto se nepoužívá. Pro zvýšení produktivity svařování plynem je vhodné rozdělit plamen na několik samostatných nezávislých plamenů umístěných podél osy švu. Navzdory nepochybnému zvýšení produktivity svařování, které poskytují víceplamenné hořáky, se v našem průmyslu dosud znatelně nerozšířily kvůli složitosti konstrukce a údržby, objemnosti a nepohodlí při provozu ve srovnání s běžným jednoplamenným hořákem.
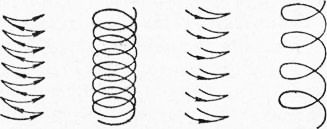
Obr. 3. Schéma příčných oscilačních pohybů náustku hořáku
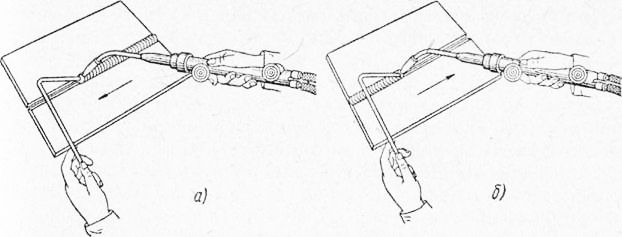
Obr. 4. Metody svařování plynem: a – vlevo; b – vpravo
Přídavný drát pro svařování ocelí plynem je stejný jako pro elektrody při obloukovém svařování a vyrábí se podle GOST 2246-60. Pro svařování nízkouhlíkové oceli plynem se používají dráty jakosti Sv-08, Sv-08A a Sv-15G. Pro svařování litiny se vyrábějí speciální litinové tyče se zvýšeným obsahem uhlíku a křemíku. Tyče z litých tvrdých slitin se vyrábějí pro navařování tvrdých otěruvzdorných povlaků, například tvrdé slitiny Sormite vyvinuté závodem Sormovsky.
Místo elektrodových povlaků používaných při obloukovém svařování se při plynovém svařování hojně používají tavidla, jejichž použití je nezbytné pro plynové svařování litiny, neželezných kovů a některých speciálních ocelí. Tavidla se přidávají do lázně za účelem rozpuštění oxidů a vytvoření nízkotavitelných strusek, které dobře plavou na povrch lázně. Do tavidel lze zavádět redukční činidla a přísady, které legují svarový kov. Tavidla se používají ve formě prášků a past nanášených na základní kov nebo na přídavnou tyč. Vliv tavidel na oxidy může být chemický a fyzikální, ale často je obtížné mezi nimi stanovit jasnou hranici.
Chemické působení tavidel spočívá ve tvorbě nízkotavitelných sloučenin s oxidy kovů, které jsou stabilní při vysokých teplotách. Pro chemické tavení bazických oxidů kovů, jako je oxid železa FeO, se do tavidel zavádějí kyselé oxidy, jako je oxid křemičitý Si02 (křemenný písek, drcené okenní sklo) a anhydrid kyseliny borité B203 (borax, kyselina boritá). Pro tavení kyselých oxidů, jako je oxid křemičitý Si02, se používají sloučeniny, které produkují bazické oxidy. K tomuto účelu se obvykle používá soda Na2CO03 a potaš K2CO03, které ve svařovací zóně produkují bazické oxidy Na20O a K20O.
Jako rozpouštědla tavidla se používají zejména halogenované soli alkalických kovů a kovů alkalických zemin NaCl, KCl, LiCl, CaCl1, NaF, KF, CaF12 atd., a také uhličitany a fosforečnany sodné. Pro zesílení účinku rozpouštědel tavidla se k nim často přidávají hydrogensírany sodné nebo draselné NaHS2 a KHS04.
Výsledná volná kyselina přeměňuje oxidy kovů na halogenidové soli, čímž zvyšuje jejich rozpustnost v tavidle a snižuje bod tání výsledné strusky.
Použití plynového svařování je rozsáhlé a rozmanité. Plynové svařování se používá v konstrukci letadel, kde převládá svařování tenkých kovů (1-3 mm), při výrobě chemických zařízení. Plynové svařování má velký význam při pokládce a instalaci potrubí pro nejrůznější účely, zejména malých průměrů, až do 100 mm. Plynové svařování je nepostradatelným výkonným nástrojem pro opravy a je k tomuto účelu široce používáno v opravárnách všech druhů dopravy, v zemědělství atd.
Kvalita svarových spojů vyrobených plynovým svařováním je vyšší než u obloukového svařování s tenkými ionizujícími povlakovými elektrodami, ale je poněkud horší než u obloukového svařování prováděného s vysoce kvalitními elektrodami. Hlavním důvodem mírného snížení pevnosti svarových spojů je, že plynové svařování neleguje navařený kov, zatímco vysoce kvalitní elektrody obsahující feroslitiny v povlaku způsobují během obloukového svařování poměrně významné legování. Ochrana plynem poskytovaná redukční zónou svařovacího plamene je tedy méně účinná při vytváření vysoce kvalitního svarového spoje než účinek vysoce kvalitních povlaků elektrod během obloukového svařování.
Produktivita svařování plynem, která je značná u malých tlouštěk základního kovu, s jeho zvětšováním rychle klesá. Při malých tloušťkách (0,5-1,5 mm) může svařování plynem v produktivitě překonat obloukové svařování. S rostoucí tloušťkou kovu na 2-3 mm se rychlosti svařování plynem a obloukem vyrovnají a poté se rozdíl v rychlostech s rostoucí tloušťkou kovu rychle zvyšuje ve prospěch obloukového svařování. Při malých tloušťkách je absolutní spotřeba plynu na 1 m svaru malá; celkové náklady na 1 m svaru mohou být menší než u jiných metod svařování. S rostoucí tloušťkou základního kovu se rychle zvyšují náklady na plyn a čas strávený svařováním 1 m svaru a svařování plynem se stává dražším než obloukové svařování; rozdíl v nákladech se s rostoucí tloušťkou základního kovu rychle zvyšuje. Svařování plynem je tedy ekonomicky nejpřijatelnější pro svařování malých tlouštěk kovů.
Mezi zvláštnosti plynového svařování patří také téměř výhradní výroba svarů v jednom průchodu. Výroba svarů v několika průchodech, tj. v několika vrstvách, široce praktikovaná u obloukového svařování, se u plynového svařování téměř nepoužívá, kde se často používá kování za tepla, což v některých případech dává dobré výsledky – zvýšení hustoty navařeného kovu a pevnosti svaru.
Plynový plamen je méně jasný než svařovací oblouk, záření plamene nespaluje pokožku obličeje, proto stačí chránit oči svářeče brýlemi s barevnými skly.