Kovová razicí fréza: typy, značení, výhody pájení
Při výrobě složitých kovových konstrukcí je nutné dbát na kvalitní nástroje pro zajištění maximální přesnosti při zpracování dílů.
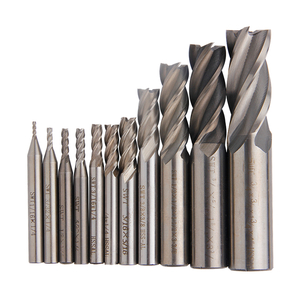
Jedním z nezbytných nástrojů v každé dílně je prstová řezačka na kov, která vám umožňuje provádět mnoho technologických operací:
- vytváření drážek;
- drážkování;
- vytváření hran a říms a mnoho dalšího.
Různé koncové (prstové) řezačky kovu se používají jak pro instalaci na stacionární stroje, tak pro zásobování mobilních týmů. V druhém případě jsou zakoupeny frézy, které lze nainstalovat na vrtačku.
Jak vybrat prstovou frézu na kov
Při plánování objednávky jedné nebo více fréz je důležité věnovat pozornost vlastnostem stroje, na kterém bude instalována. Kromě toho vám doporučujeme zaměřit se na úkoly, které bude prstová fréza provádět na kov. Mezi parametry, které specialisté naší společnosti při výběru fréz berou v úvahu, jsou nejdůležitější:
- tvar frézy;
- rozměry ošetřovaného povrchu;
- tvrdost kovu určeného k frézování;
- průměr a délka pracovní části;
- celková délka frézy;
- průměr stopky (musí odpovídat vlastnostem stroje).
Kromě toho stojí za to věnovat pozornost počtu pracovních hran. U lehkých kovů stačí tři nebo čtyři peříčka a u slitin se zvýšenou tvrdostí by jejich počet měl být pět nebo více.
Čtěte také: Řezání kovů: metody, výhody a nevýhody
Nástroje pro práci s kovem jsou zpravidla vyrobeny ze speciálních materiálů. V katalozích mohou být prstové frézy na kov prezentovány v několika modifikacích: rychlořezná ocel, karbid, povlak. Obecné pravidlo při výběru nástroje zní: síla jeho zubů musí odpovídat vlastnostem opracovávaného kovu. Aby bylo možné připravit dílnu na vyřešení jakýchkoli problémů, naši specialisté upřednostňují nákup fréz několika druhů.
TESTOVACÍ METODY
4.1. Zkoušky fréz by měly být prováděny na vertikálních frézkách pomocí pomocných nástrojů, které musí splňovat normy přesnosti a tuhosti pro ně stanovené.
4.2. Zkoušky fréz by měly být prováděny na vzorcích vyrobených z oceli třídy 45 podle GOST 1050 s tvrdostí 187. 197 HB.
4.1, 4.2. (Změněné vydání, Rev. N 3).
4.3. Materiál, na kterém se zkouška provádí, musí mít upravený povrch.
4.4. Jako řezná kapalina se používá 5% (hmotnostní) roztok emulsolu ve vodě s průtokem minimálně 5 l/min.
(Změněné vydání, Rev. N 2, 3).
4.5. Zkoušky spolehlivosti a výkonu fréz by měly být prováděny v režimech uvedených v tabulce 3.
| Průměr frézy, mm | Řezná rychlost, m/min | Posuv na otáčku frézy | |
| vertikální, mm/ot | podélný, mm/ot | ||
| 2 | 12 | 0,01 | 0,008 |
| 3 | 15 | 0,010 | |
| 4 | 0,015 | ||
| 5 | 0,020 | ||
| 6 | 0,025 | ||
| 7; 8 | 0,030 | ||
| Od 10 do 25 vč. | 24 | 0,02 | 0,040 |
| St. 25 až 40 vč. | 28 | 0,03 | 0,060 |
Poznámka. Při práci na strojích s kyvadlovým posuvem se hloubka řezu pro každý zdvih bere rovna 0,2 mm, podélný posuv se zvyšuje 10krát ve srovnání s údaji v tabulce 3.
(Změněné vydání, dodatek č. 3, 5, 6).
4.5.1. Testy výkonu se provádějí v následujícím pořadí: řezání do plné hloubky drážky pro pero s vertikálním posuvem; frézování drážky pro pero s podélným posuvem na délku ne menší, než je uvedeno v tabulce 3a.
| průměr frézy | Celková délka frézování |
| Do 4 | 15 |
| »10 | 100 |
| » 10 » 25 | 150 |
| » 25 » 40 | 200 |
(Změněné vydání, Rev. N 4, 5).
Čtěte také: Pracovní náplň operátora počítačem řízených strojů 2. kategorie
4.5.2. Hodnoty přijatelnosti pro průměrnou a 95procentní dobu trvanlivosti nesmí být kratší než hodnoty uvedené v tabulce 3b.
| Průměr frézy, mm | Přejímací hodnoty dob trvanlivosti, min | |
| průměrný | 95 procent | |
| 2 | 11 | 4,5 |
| 3 | 14 | 6 |
| 4 | 17 | 7 |
| 5 | 20 | 8 |
| 6 | 51 | 20 |
| Od 7 do 8 vč. | 57 | 23 |
| St. 8 “25” | 68 | 27 |
| » 25 » 40 » | 79 | 32 |
(Změněné vydání, Rev. N 3, 5).
4.6. Plná hloubka drážky pro pero musí odpovídat hloubce uvedené v tabulce 4.
| průměr frézy | 2 | 3 | 4 | 5 | 6, 7 | 8 | 10 | 12 | 14 | 16 | 18 | 20 | 22 | 25 | 28 | 32 | 36 | 40 |
| Hloubka drážky, ne menší | 1,2 | 1,8 | 2,5 | 3,0 | 3,5 | 4,0 | 5,0 | 5,0 | 5,5 | 6,0 | 7,0 | 7,5 | 9,0 | 9,0 | 10,0 | 11,0 | 12,0 | 13,0 |
(Změněné vydání, Rev. N 1).
4.7. Parametr drsnosti povrchů bočních stěn drážek zpracovaných zkušební frézou by měl být 2789 mikronů podle GOST 20.
4.8. Po výkonnostních zkouškách by řezné hrany fréz neměly vykazovat žádné třísky a měly by být vhodné pro další práci.
(Změněné vydání, Rev. N 3, 5).
4.9. Tvrdost fréz je řízena podle GOST 9013.
4.10. Parametry fréz a rozměry obrobené drážky pro pero jsou řízeny pomocí řízení, které nemá chybu měření větší než:
– při měření lineárních rozměrů – hodnoty stanovené v GOST 8.051;
— při měření úhlů — 35% tolerance u testovaného parametru;
– při kontrole tvaru a umístění povrchů – 25% tolerance na testovaný parametr.
Čtěte také: Udělej si sám plazmová řezačka z invertoru. Domácí instalace plazmového řezání kovů
4.11. Vzhled frézy se kontroluje vizuálně.
4.12. Kontrola parametrů drsnosti povrchů frézy se provádí porovnáním se vzorky drsnosti v souladu s GOST 9378 nebo s kontrolními vzorky fréz, jejichž povrchy mají mezní hodnoty parametrů drsnosti uvedené v bodě 2.7.
Porovnání se provádí vizuálně pomocí lupy se zvětšením 2-4 podle GOST 25706.
4.9-4.12. (Změněné vydání, dodatek č. 3).
Oblasti použití prstových řezaček
Ve výrobě je prstová fréza na kov nepostradatelným nástrojem. Je vhodný pro použití na kopírovacích frézkách. Při výrobě hliníkových profilů pro okna se prstové frézy na kov používají k řešení tak důležitých úkolů, jako je frézování drážek pro zámky, čištění drážek a drážek, do kterých bude těsnění položeno, a vytváření drenážních otvorů.
Pomocí stopkových fréz mohou týmy v terénu snadno odstranit drobné výrobní vady a zajistit ideální kvalitu montáže výrobků z hliníkových profilů.
Bez prstových fréz na kov je těžké si představit práci autoservisu, kde se používají jako univerzální nástroj pro frézovací práce.
Zaměstnanci naší společnosti mají bohaté zkušenosti s výběrem nástrojů pro práci s kovem, takže mohou poskytnout několik doporučení ohledně nákupu prstových fréz na kov. Především byste neměli šetřit na nákupu nástroje. Frézy od neznámého výrobce dlouho nevydrží, a tak i při nízké ceně firmě vzniknou další náklady na jejich výměnu. Vysoce kvalitní frézy nejen déle vydrží, ale také poskytují vynikající povrchovou úpravu, nedochází k deformaci a delší nepřetržitý provoz.
Další doporučení se týká dokončení objednávky při nákupu nástroje. I když má společnost v danou chvíli málo objednávek, je lepší objednat několik náhradních fréz. To se stane pojistkou pro případ selhání nástroje a eliminuje potřebu naléhavě hledat frézu a kupovat ji za přemrštěné ceny. Kovová tvarová fréza: nástroj pro vytváření složitých profilů
Nejprve byste měli pochopit, co tento produkt je. Každý zná takové zpracování kovu a jiných materiálů, jako je frézování, a samozřejmě se provádí speciálním nástrojem. Rozmanitost pracovních položek je velmi široká. Existují frézy válcové, šnekové, kuželové, čelní, klíčové a koncové. Lze je použít ke zpracování různých materiálů, od měkkého dřeva po odolnou litinu.
Různé frézovací nástroje
Konstrukčně jsou tyto prvky rozděleny na plné a s ocelovou stopkou. Kromě toho se liší jejich celková délka, rozměry pracovní části, počet zubů a průměr. S těmito indikátory se můžete podrobněji seznámit prostudováním technické dokumentace. Typicky je fréza tohoto typu vyrobena s nerovnoměrnou obvodovou roztečí zubů. Je však povolena i výroba výrobků s jednotnou roztečí. Výjimkou jsou také nástroje pro leváky. Řezná část fréz se skládá z tvrdých ocelí, slitin nebo kompozitů. Monolitické frézy na kov se vyrábějí lisováním karbidových polotovarů. Montážní základny jsou pak broušeny diamantem.
Frézování je kombinací rotačního a translačního pohybu. Obrovskou roli v tomto případě hraje i pohyb posuvu. Pokud je nutné opracování válcové plochy, měl by být posuv přímý. Hovoříme o frézování drážek na řezných nástrojích jako jsou vrtáky, frézy apod. V tomto případě se používá posuv šroubu. Rotační pohyb je relevantní, když je potřeba získat rotační plochy daného profilu.
TYPY A HLAVNÍ VELIKOSTI
1. TYPY A HLAVNÍ ROZMĚRY
1.1. Mlýny by měly být vyrobeny ze dvou typů:
1 – s válcovou stopkou;
2 – s kuželovou stopkou.
1.2. Hlavní rozměry fréz typu 1 musí odpovídat rozměrům uvedeným na obrázku 1 a tabulce 1.
Sakra.1. Typ 1
| Pravicový | Levák | , už ne | |||||
| Označení | Použitelnost | Označení | Použitelnost | ||||
| 2234-0341 | 2234-0342 | 2 | 2 | 36 | 4 | 24 | 0,1 |
| 2334-0343 | 2234-0344 | 4 | 28 | ||||
| 2234-0345 | 2234-0346 | 3 | 3 | 37 | 5 | 24 | |
| 2234-0347 | 2234-0348 | 4 | 28 | ||||
| 2234-0351 | 2234-0352 | 4 | 39 | 7 | |||
| 2234-0353 | 2234-0354 | 5 | 5 | 42 | 8 | 0,2 | |
| 2234-0355 | 2234-0356 | 6 | 6 | 52 | 36 | ||
| 2234-0357 | 2234-0358 | 7 | 7 | 54 | 10 | ||
| 2234-0361 | 2234-0362 | 8 | |||||
| 2234-0363 | 2234-0364 | 8 | 55 | 11 | |||
| 2234-0365 | 2234-0366 | 10 | 10 | 63 | 13 | 40 | 0,3 |
| 2234-0367 | 2234-0368 | 12 | 12 | 73 | 16 | 45 | |
| 2234-0371 | 2234-0372 | 14 | 14 | ||||
| 2234-0373 | 2234-0374 | 12 | |||||
| 2234-0375 | 2234-0376 | 16 | 16 | 79 | 19 | 48 | |
| 2234-0377 | 2234-0378 | 18 | 18 | ||||
| 2234-0381 | 2234-0382 | 16 | |||||
| 2234-0383 | 2234-0384 | 20 | 20 | 88 | 22 | 50 | 0,4 |
| 2234-0385 | 2234-0386 | 22 | |||||
| 2234-0387 | 2234-0388 | 25 | 25 | 102 | 26 | 56 | |
1. Je povoleno nahradit rádius zkosením v .
2. Rozměry , a odpovídají rozměrům fréz 1. řady krátké řady dle ISO 1641-1-78.
Čtěte také: Instalace pro řezání vodním paprskem DeKart W1313L
Příklad symbolu pro pravostrannou frézu typ 1 o průměru =3 mm, se stopkou o průměru =3 mm pro obrobení drážky pro pero s tolerančním rozsahem N 9:
Mlýn 2234-0345 N 9 GOST9140-78
1.3. Hlavní rozměry fréz typu 2 musí odpovídat rozměrům uvedeným na obrázku 2 a tabulce 2.
Sakra.2. Typ 2
| Pravicový | Levák | Morseova šiška | , už ne | |||
| Označení | Použitelnost | Označení | Použitelnost | |||
| 2235-0037 | 2235-0038 | 10 | 83 | 13 | 1 | 0,3 |
| 2235-0041 | 2235-0042 | 12 | 86 | 16 | ||
| 2235-0043 | 2235-0044 | 101 | 2 | |||
| 2235-0045 | 2235-0046 | 14 | 86 | 1 | ||
| 2235-0047 | 2235-0048 | 101 | 2 | |||
| 2235-0051 | 2235-0052 | 16 | 104 | 19 | ||
| 2235-0053 | 2235-0054 | 18 | ||||
| 2235-0055 | 2235-0056 | 20 | 107 | 22 | 0,5 | |
| 2235-0057 | 2235-0058 | 124 | 3 | |||
| 2235-0061 | 2235-0062 | 22 | 107 | 2 | ||
| 2235-0063 | 2235-0064 | 124 | 3 | |||
| 2235-0065 | 2235-0066 | 25 | 128 | 26 | ||
| 2235-0067 | 2235-0068 | 28 | ||||
| 2235-0073 | 2235-0074 | 32 | 134 | 32 | ||
| 2235-0075 | 2235-0076 | 157 | 4 | |||
| 2235-0077 | 2235-0078 | 36 | 134 | 3 | 0,8 | |
| 2235-0081 | 2235-0082 | 157 | 4 | |||
| 2235-0083 | 2235-0084 | 40 | 163 | 38 | ||
1. Je povoleno nahradit rádius zkosením v .
2. Rozměry , a odpovídají rozměrům fréz 1. řady krátké řady dle ISO 1641-2-78.
Příklad symbolu pro pravostrannou frézu typu 2 o průměru =14 mm a délce =86 mm pro obrobení drážky pro pero s tolerančním rozsahem N 9:
Mlýn 2235-0045 N 9 GOST 9140-78
1.2, 1.3. (Změněné vydání, dodatek č. 1, 5, 7).
1.4. Rozměry Morseových kuželů jsou podle GOST 25557*.
_______________ * Na území Ruské federace platí GOST 25557-2006. — Poznámka od výrobce databáze.
1.5. Středové otvory – podle GOST 14034, forma A.
1.6. Frézy musí být vyrobeny s úhlem spirálové drážky 20°.
(Změněné vydání, Rev. N 7).
1.6a. Je povoleno vyrábět frézy s úhlem spirálové drážky 25°.
(Uvedeno dodatečně, Rev. N 7).
1.7. Konstrukční rozměry a geometrické parametry fréz jsou uvedeny v příloze 1.
(Změněné vydání, Rev. N 3).
1.8. Rozměry fréz podle ISO 1641-1-78 a ISO 1641-2-78 jsou uvedeny v příloze 3.
(Uvedeno dodatečně, Rev. N 7).
DODATEK 1 (doporučeno). STAVEBNÍ ROZMĚRY A GEOMETRICKÉ PARAMETRY
DODATEK 1 Doporučeno
Konstrukční rozměry a geometrické parametry fréz typu 1 jsou uvedeny na obrázku 1 a tabulce 1, typ 2 – na obrázku 2 a tabulce 2.
Sakra.1. Typ 1

| Rozteč spirálové drážky pod úhlem 20° | ||||||||
| 2 | 1,6 | 0,6 | 0,1 | 0,4 | 0,3 | 1,0 | 20° | 17,3 |
| 3 | 2,4 | 1,0 | 0,2 | 0,5 | 0,4 | 25,8 | ||
| 4 | 3,4 | 1,2 | 0,5 | 34,3 | ||||
| 5 | 4,0 | 1,5 | 0,8 | 0,6 | 43,0 | |||
| 6 | 5,0 | 1,8 | 0,3 | 0,7 | 52,0 | |||
| 7 | 6,0 | 2,1 | 0,4 | 60,0 | ||||
| 8 | 6,4 | 2,5 | 0,5 | 1,0 | 0,8 | 69,0 | ||
| 10 | 8,4 | 3,0 | 1,0 | 1,5 | 86,3 | |||
| 12 | 10,4 | 3,5 | 1,0 | 103,5 | ||||
| 14 | 12,0 | 4,0 | 1,5 | 1,2 | 121,0 | |||
| 16 | 14,0 | 5,0 | 138,0 | |||||
| 18 | 16,0 | 5,5 | 1,5 | 1,4 | 16° | 155,0 | ||
| 20 | 18,0 | 6,0 | 1,6 | 173,0 | ||||
| 22 | 20,0 | 6,5 | 1,8 | 190,0 | ||||
| 25 | 22,0 | 8,0 | 2,0 | 2,0 | 2,0 | 216,0 |
Sakra.2. Typ 2
| Rozteč spirálové drážky pod úhlem 20° | |||||||
| 10 | 8,4 | 3,0 | 0,5 | 1,0 | 12° | 20° | 86,3 |
| 12 | 10,4 | 3,5 | 1,0 | 103,5 | |||
| 14 | 12,0 | 4,0 | 1,5 | 121,0 | |||
| 16 | 14,0 | 5,0 | 138,0 | ||||
| 18 | 16,0 | 5,5 | 1,5 | 16° | 155,0 | ||
| 20 | 18,0 | 6,0 | 173,0 | ||||
| 22 | 20,0 | 6,5 | 14° | 190,0 | |||
| 25 | 22,0 | 8,0 | 2,0 | 2,0 | 216,0 | ||
| 28 | 25,0 | 9,0 | 241,5 | ||||
| 32 | 29,0 | 10,5 | 276,0 | ||||
| 36 | 32,0 | 11,5 | 2,5 | 310,0 | |||
| 40 | 36,0 | 13,0 | 346,0 |
(Změněné vydání, Rev. N 6).
DODATEK 2 (pro referenci). MAXIMÁLNÍ ODCHYLKY PRŮMĚRŮ FRÉZY
PŘÍLOHA 2 Informace
Maximální odchylky průměrů fréz pro opracování drážky s tolerancí jsou uvedeny v tabulce.
| průměr frézy | Maximální odchylka |
| Do 10 | -0,035 -0,050 |
| St. 10 až 18 vč. | -0,041 -0,059 |
| St. 18 až 30 vč. | -0,048 -0,071 |
| St. 30 až 40 vč. | -0,056 -0,083 |
(Změněné vydání, Rev. N 3).

Rozšířený způsob zpracování dílů frézováním je produktivnější než metoda hoblování na velkých plochách, ale horší než vnější protahování. Frézování se vyznačuje rychlým otáčením nástroje a pomalým posuvem obrobku translačním, šroubovým nebo rotačním způsobem. Přímé podávání umožňuje aplikovat drážky a drážky na válcový povrch a tvarovat jej. V rotačním posuvu se frézování používá k obrábění rotačních ploch a posuv šneku umožňuje výrobu prohlubní spirálového ozubení nebo drážky pro třísky.
Materiál pro řezání kovů
Pro výrobu jsou vhodné tvrdokovové slitiny VK 8, VK 6-M, VK 10-KHOM. Karbid, bez ohledu na tvar, mají vysokou pevnost a odolnost proti opotřebeníať už jde o tvarovou verzi nebo nástroj pro zpracování kovů.
Oblíbeným materiálem pro výrobu fréz na kov jsou slitiny wolframu, které se vyznačují vysokou pevností. Některé frézy jsou vyráběny pro zpracování ocelí s vysokou tepelnou odolností. U nich se používají nejen standardní slitiny s přídavkem titanu, ale obvyklá složka je nahrazena i molybdenem. Pevnostní charakteristiky nejsou horší než titanové frézy, ale výrobní náklady jsou mnohem nižší.
Při výrobě existují parametry drsnosti povrchu, které by u pracovního řezného nástroje neměly překročit:
- pro zadní a přední řezné hrany hlavního směru – 1,6 mikronů;
- na povrchu stopky – 0,63 mikronů;
- pomocné hrany a zkosení – 3,2 mikronu;
- ostatní pracovní a boční plochy – 20 mikronů.
Druhy, velikosti a tvary nástrojů

Fréza je počáteční rotační těleso s řeznými zuby na povrchu, který se při zpracování dotýká povrchu obrobku. Tvar prvku nástroje se volí v závislosti na požadovaném způsobu zpracování součásti.
Změnou polohy nástroje a osy vzhledem k pracovní ploše součásti můžete k vyřešení požadovaného problému použít různé typy tvrdokovových fréz.
Válcové prvky
Používá se na horizontálních frézkách pro opracování rovin. Válcové frézy jsou:
- se šroubovitými zuby;
- s rovnými zuby.
Používají se pracovní nástroje s rovnými hranami pro úzké povrchy, kde je šroubová verze neúčinná. Na křižovatce některé řezné hrany překrývají jiné. Materiálem pro výrobu je rychlořezná ocel s tvrdokovovým šroubem a plochými deskami.

Koncové frézy používá se pro horizontální zpracování na vertikálních frézkách, přičemž jejich osa je umístěna kolmo na vybranou rovinu. V této verzi řezného nástroje se kov odebírá pomocí horních okrajů zubů, zatímco u válcového nástroje působí všechny body obráběcích hran jako profilovací.
Řezné hrany konce fungují jako pomocné a hlavní práce spočívá na bočních vnějších hranách. Vzhledem k zahrnutí pouze špiček zubů do práce je tvar řezných ploch stopkové frézy pro ploché díly vyráběn v různých provedeních. Hladký chod koncového řezného nástroje je zajištěn i v případě malého přídavku, protože úhel kontaktu s obrobkem není určen velikostí přídavku a volí se v závislosti na šířce průchodu a průměru vrtáku .
Varné desky
Řezání zubů tímto nástrojem zůstává slibným a univerzálním způsobem zpracování s vysokou produktivitou a přesností a je široce používáno při výrobě ozubených kol. Diagonální frézování pomocí typu se dvěma posuvy několikanásobně zvyšuje životnost nástroje ve srovnání se standardní metodou a zároveň snižuje drsnost povrchu.

S touto metodou řezná rychlost se zvyšuje o 25 % ve srovnání s dopředným frézováním a dochází k ekonomickému broušení zadních zubních ploch. Použití šnekového převodu vyžaduje speciální odvalovací stroje bez mezer v konstrukci zdvihu třmenu. Produktivita se zvyšuje při použití vícebřitých fréz ve srovnání s jednobřitými frézami jeden a půl až dvakrát, přičemž účinnost závisí na modulu kola. Přesnost zpracování je vyšší u jednořezného řezného nástroje.
Víceprůchodové penetrace zvyšují tlak na stroj, protože se zvětšuje průřez odcházejících třísek. K odstranění tohoto vedlejšího efektu se používají vícestartové frézy se zvýšeným průměrem. Práce při vysokých posuvech pomáhá zlepšit efektivitu práce, ale nadměrné zvýšení tohoto ukazatele vede ke zvýšení drsnosti povrchu. Zvýšení produktivity o jeden a půl až dvojnásobek závisí na zvýšení řezné rychlosti, které je dosaženo použitím nových průmyslových materiálů, jako jsou R14F4, RYUN 5F5, R9K 5 FEMP, RYUKF 5, R 9K10, R 6M5 oceli při výrobě řezných nástrojů.
Kotoučové řezačky
Tento nástroj má oboustranné a třístranné drážky používá se pro frézování drážek a drážek. Drážkovací frézy mají zuby pouze na válcové straně a používají se k vytváření drážek, které nejsou příliš hluboké. Pro kotoučovou frézu je důležitá její tloušťka, jejíž velikost je akceptována s tolerancí 0,04−0,05 mm, v procesu práce mizí. Oboustranné a třístranné frézy pracují nejen se zuby na válcové straně, ale i na koncích jsou řezné hrany.
Koncové frézy
Používají se pro řezání hlubokých drážek v konstrukčních tělesech, tvarových vybrání a stupňovitých profilů na vzájemně kolmých plochách. Ve vřetenu stroje jsou stopkové frézy zajištěny pomocí válcové nebo kuželové stopky.
Hlavní řezné zatížení dopadá na hrany umístěné na válcové straně a dodatečné čištění je prováděno pomocnými koncovými žebry, která jsou vyrobena se šikmými nebo šikmými zuby.
Jako možnost pro stopkové frézy je uvažována práce klíčovaného pracovního nástroje vyrobeného ve dvouzubém provedení.
Takové frézy ve formě vrtáku pronikají do materiálu během axiálního posuvu, postupně vrtají otvory a pohybují se podél drážky.
Při axiálním pohybu dopadá hlavní pracovní zatížení na čelní plochy, z nichž jedna zasahuje do osy nástroje, aby bylo zajištěno vrtání.
Tvarované frézy
Pracovní nástroj dostal toto jméno kvůli tvarovanému tvaru břitu. Používají se tyto frézy při práci vyžadující přesnost a čistotu při zpracování složitých povrchů. Někdy je pro vytvoření specifické díry nebo vytvoření tvarové drážky jediným pracovním nástrojem tvarovaná verze. Složitá práce vzniká při vytváření zápichů do válcových a šroubových ploch, tvarových přímých drážek, řezání šroubových a třískových drážek různých nástrojů.
Tvarové frézy se používají také pro zpracování rotačních ploch; Volba umístění středové osy frézy určuje:
- délka pracovního aktivního úseku;
- design a tvar nástroje;
- podmínky použití.
V některých případech se osa symetrie opracovávaného obrobku a osa nástroje mohou shodovat, v takovém případě se hovoří o prstových frézách. Pro frézování vybraného profilu ve tvarovém stylu se používá rotační pohyb v dopředném posuvu. Vrtání otvoru prstovou frézou se liší od zpracování několika frézami nebo jedním nástrojem současným úderem a opracováním profilu. To umožňuje využít zvětšenou délku řezných hran a zvýšit rychlost zpracování.

Tvarové frézování šroubových ploch se provádí pomocí šnekového posuvu a osa frézování může být umístěna v různých směrech.
V závislosti na této konkrétní axiální poloze při obrábění šroubových ploch použijte konec, disk nebo prst tvarované odrůdy.
Při frézování šroubových ploch s tvorbou šroubovitých třískových drážek, řezání závitů, výběru sražení hran a drážek řezných nástrojů se hojně používají tvarové frézy. Vyrábějí se se špičatými zuby nebo se zadními zuby.
Reliéf je proces formování zadní plochy pracovního nástroje podél určité křivky za účelem vytvoření zadních úhlů. U druhého typu naostřených odrůd se zadní úhly získávají během ostření. Pozornost je věnována broušení zadní plochy zubů, protože se opotřebovávají nejvíce na zadní straně. Odlehčení se provádí v případě složitého tvaru břitu zadního zubu, který nelze naostřit standardním broušením.
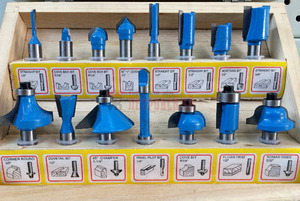
Sady fréz
Takové sady jsou skupinou řezných pracovních nástrojů sestavených a namontovaných na jednom trnu, vybraných v souladu s:
- s profilem;
- v závislosti na velikosti frézovaného dílu.
Pro zvýšení produktivity byste se měli zbavit velkého množství instalací, přechodů a jednotlivých operací. Frézovací kotouče sestavené v sadě poskytují vysoce kvalitní zpracování a přesnost ve srovnání s frézováním samostatným řezným nástrojem. Pro určení průměru kotoučů se nejprve zastaví u nejmenšího a u ostatních se určí diametrální rozměry v závislosti na interakci a umístění frézovaných rovin.
Nedoporučuje se používat nástroje v sadě s průměry, které se příliš liší velikostí, to ztěžuje výběr:
- pro všechny řezné prvky příslušného provozního režimu a posuvu;
- parametry diametrálních sedel pro všechny frézovací díly v sadě.
Pro dosažení hladkého provozu jsou zuby frézovacích kotoučů instalovány ve speciálním vzoru jeden vůči druhému. Za tímto účelem jsou drážky pro pero ve frézách provedeny přesazeně k zubu v různých vzdálenostech a úhlech. Díky tomuto uspořádání začíná každá fréza svou práci přesně v daném časovém úseku a konstrukce několika frézovacích prvků je jedna fréza se šroubovitým zubem.
Pokud přeostřujete frézy ze sady, pak vyfrézujte druhou drážku, která je umístěna rovnoměrně pro všechny řezné prvky vzhledem k zubům. Sady se skládají z prvků se zadními nebo nabroušenými zuby. Během procesu ostření fréz různých typů se jejich diametrální rozměry mění v souladu s různými zákony, což následně vede k deformaci profilu součásti.
Sady stejného typu řezných nástrojů se používají pro frézování spojitých a nespojitých profilů obrobků. Plné povrchy jsou zpracovány tak, že sousední zuby sousedních tvrdokovových fréz na kov se navzájem překrývají. To je nutné, aby:
- během zpracování nevznikla žádná rizika ani otřepy;
- index drsnosti byl nižší;
- byly zachovány osové parametry intarzovaného profilu, které se mění v důsledku přebroušení.
Sady frézovacích kotoučů se používají při práci na horizontálních strojích. Při výběru sady karbidových řezných prvků pro frézování a určování rozsahu jeho použití je třeba vzít v úvahu, že síly vznikající během procesu zpracování by neměly překročit povolené hodnoty zatížení na základě ukazatelů:
- výkon jednotky;
- tuhost, pevnost a trn obrobku;
- mez pevnosti upnutí obrobku ve stroji.
Vzhledem k hodnotám pevnosti je třeba mít na paměti, že sady řezných prvků s velkými průměry se chovají špatně při zpracování obrobků z deformovatelných materiálů a netuhých konstrukčních dílů. Abyste zajistili přesné rozměry frézovaného dílu s velkou hloubkou pronikání frézy, musíte opracování provést několika způsoby: nejprve s hrubou sadou fréz, poté přistoupit k frézování s dokončovacími prvky.
Výroba nástrojů používá frézy v sadách pro tvarování drážek, výstružníků, závitníků a dalších špičkových nástrojů pro obrábění kovových obrobků.