Kolik sekund byste měli držet páječku na plastových trubkách?

Teplota pájení polypropylenových trubek je 260 stupňů. Důležitá je však nejen teplota, ale také doba spojování armatur v procesu pájení trubek vlastními rukama. Porušení technologie pájení polypropylenu neguje všechny kvalitativní vlastnosti polypropylenových trubek.
Pro zachování pevnosti a odolnosti komunikací je nesmírně důležité zajistit standardní podmínky pájení.
Jaké typy polypropylenových trubek existují?
Teplota pájení polypropylenových trubek podle doporučení výrobců závisí na typu výrobků používaných při instalaci komunikací. Obecné průmyslové normy popisují čtyři třídy polypropylenových trubek:
- PN10 – počáteční velikost. Tenkostěnné trubky doporučené pro organizaci přívodu studené vody. Provozní teplota média by neměla přesáhnout 20 stupňů. Je povoleno používat PN10 pro zařízení systémů podlahového vytápění s nosnou teplotou nejvýše +45 C;
- PN16 – polypropylenové trubky určené pro provoz při provozním tlaku nepřesahujícím 16 atmosfér. Maximální teplota potvrzená testováním na výstupu z výroby je omezena na 60. Nevhodné pro otevřenou komunikaci topných systémů, protože zde zůstává riziko deformace výrobků vlivem vysokých teplot. Aktivně se používá v instalacích zásobování studenou vodou;
- PN20 je univerzální kategorie topných trubek, které lze použít pro přívod nebo průtok chladicí kapaliny. Provozní teplota uvnitř výrobků je nastavena v rozmezí od 80 do 95C. Používají se také při instalaci teplovodních podlah.
- PN25 – armované výrobky a tvarovky. Navrženo do náročných podmínek. Vlastnosti takových trubek jsou srovnatelné s jejich kovoplastovými protějšky a vydrží zahřátí chladicí kapaliny nad 95 stupňů.
Čtěte také: Jeřábové boxy na vodovodní baterie: jak neudělat chybu při nákupu
Při přípravě žehličky pro pájení polypropylenových trubek se berou v úvahu hodnoty provozních norem. Teplota ohřevu výrobků se používá s přihlédnutím k tomu, že se zadanými parametry potrubí vydrží pouze krátkodobé přetížení.
Jak vybrat vysoce kvalitní polypropylenovou trubku
Abyste si vybrali vysoce kvalitní polypropylenové trubky, měli byste znát a zvážit následující body:
Při výrobě polypropylenových trubek někteří výrobci nahrazují část polypropylenu mastkem nebo křídou. To snižuje kvalitu a životnost potrubí a tvarovek. Chcete-li určit množství křídy, vynásobte hustotu a objem látky:
a) Prvním krokem je vynásobení hustoty polypropylenu (0,9 – 0,91) objemem původní trubky.
b) Poté vynásobíme hustotu křídy (2,6 – 2,7) stejným objemem trubky.
c) Čím větší je rozdíl mezi dvěma získanými výsledky, tím více křídy obsahuje dýmka.
- Barvivo používané při výrobě polypropylenových trubek má také poměrně vysokou hustotu (1,15 – 2,7). Jeho obsah v potrubí je obvykle od 0,05 % do 2 %. Obsah v tvarovce je od 0,05 do 3 %. Někteří výrobci používají velmi koncentrované barvivo ke snížení procenta barviva v potrubí. Zbývající objem se nahradí křídou nebo mastkem. V důsledku takových akcí se kvalita polypropylenových výrobků snižuje. Bohužel toto určení je značně problematické.
- Při výběru polypropylenové trubky byste se měli řídit GOST 32415-2013. Pro nákup nejkvalitnějšího produktu Vyplatí se to změřit posuvným měřítkem. Pokud získané výsledky nezapadají do GOST, je lepší produkt nebrat. Kromě toho byste neměli brát oválné nebo prověšené trubky.
Kromě výše uvedených nuancí existují problémy týkající se výrobce nebo obsahu dalších látek:
- Kvalita dovážených polypropylenových výrobků je vyšší než u tuzemských, ale zároveň je cena přibližně o 20 % vyšší. Polypropylenové trubky jsou považovány za standard kvality Borealis. Při výběru trubek do 60 mm byste měli věnovat pozornost produktům Sibur a Lukoil.
- Při výběru polypropylenových trubek obsahujících sklo stojí za to vědět, že jeho optimální obsah v polypropylenu je od 17 do 22%. Pokud nejsou splněny limity tohoto indikátoru, může dojít buď k lineární expanzi potrubí, nebo se zvýší jeho křehkost. Pro stanovení obsahu skla je nutné vynásobit jeho hustotu (2,5 – 2,6) objemem trubky. Poté vynásobte hustotu polypropylenu (0,9) stejným objemem. Rozdíl ukáže obsah skla.
- Při výběru polypropylenových trubek s hliníkem (fólií) stojí za to zkontrolovat následující body. Zkuste mezi vrstvu polypropylenu a hliníku vložit nůž. Pokud nůž zajede alespoň 1 mm, neměli byste trubku brát. Vysoce kvalitní trubka je vyrobena z perforované fólie pro zlepšení přilnavosti vrstev.
- Pro výběr kvalitního produktu bez použití recyklovaných materiálů se vyplatí zjistit cenu polypropylenu na burze, připočítat režijní náklady a zisk. V důsledku toho bude vysoce kvalitní produkt stát více než 140 – 160 rublů / kg.
Čtěte také: Vodní ráz v potrubí: příčiny výskytu v systémech vytápění a zásobování vodou; řešení
Technologie pájení polypropylenových trubek
Pájení polypropylenových trubek je poměrně jednoduché:
Samotný proces je následující: dvě části se nasadí na špičku žehličky a drží se po určitou dobu, dokud plast nezměkne. Pokud si sami pájete polypropylenové trubky s nedostatečným ohřevem, bude spojení nekvalitní, což má za následek zvýšené riziko úniku média a snížení tlaku v systému.
Pozoruhodné je, že nadměrné zahřívání spojů má za následek změnu struktury materiálů po ztuhnutí a změnu geometrických parametrů vnitřního průřezu trubek. Z tohoto důvodu je důležité zajistit normální teplotu ohřevu žehličky, páječky nebo jiného zařízení po celou dobu montážních prací.
Při práci s polypropylenovými výrobky mohou nastat následující problémy:
- Pokud se během svařování trubka taví příliš snadno, existuje následující možné vysvětlení. Trubka je vyrobena z recyklovaných materiálů, jejichž mez kluzu taveniny je 1 nebo více. Současně má PP polypropylen průměrnou MFI 3.
- Pokud polypropylen při řezání začne praskat, existuje několik vysvětlení. Za prvé, materiál mohl být během výroby příliš spálen. Za druhé, produkt nebyl 2 dny kondenzován v místnosti, kde bude instalován. A za třetí, dýmka byla vyrobena z recyklovaných materiálů nebo obsahovala přebytečnou křídu nebo mastek.
Jak a proč udržovat požadované teplotní podmínky při svařování polypropylenových trubek

Navzdory velké touze ušetřit peníze je třeba při stavbě vodovodního potrubí použít speciální zařízení k pájení polypropylenových trubek. V praxi soukromé nebo průmyslové instalace se pro pájení polypropylenových trubek používají svařovací stroje, jejichž automatizace je konfigurována tak, aby udržovala požadované teploty v závislosti na průměru a účelu výrobků. Aktivní část zařízení se častěji nazývá žehlička. Tvar páječek kopíruje obrysy trubek a zajišťuje minimální chybu v regulačních podmínkách vlivem vnějších faktorů.
V praxi se k roztavení materiálu ve spoji často používají průměrné teploty. Optimální hodnota je 260 stupňů pro ohřev pájené oblasti. Provozní rozsah lze rozšířit na parametry 255-280 C. Pokud obsluha používá nadměrné zahřívání za účelem zkrácení doby expozice, může to vést k nerovnoměrnému zahřívání polymeru. Důsledkem porušení technologického postupu může být nedostatečná tloušťka svaru.
Pájecí stůl pro polypropylenové trubky v závislosti na průměru trubek
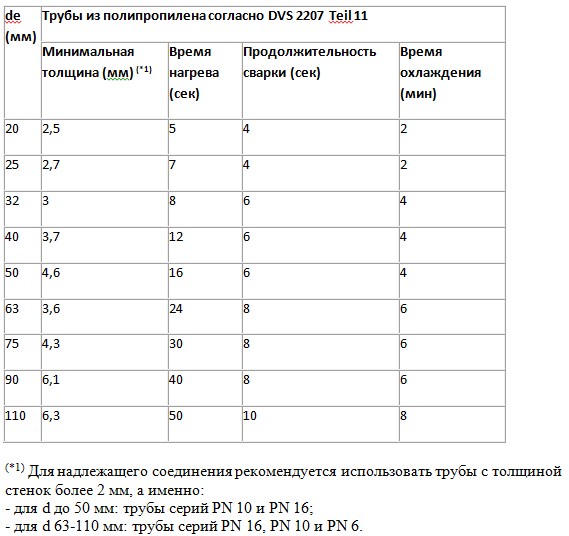
| D výrobky, mm | Pracovní rozsah t | Doba pájení, s | Požadovaná doba zahřívání od počátečních 6s | Doba chlazení, min |
| 20 | 259-280 | 4 | 2 | |
| 25 | +1 | 3 | ||
| 32 | +2 | 4 | ||
| 40 | 5 | +6 | 4 | |
| 50 | +12 | 5 | ||
| 63 | 6 | +18 | 6 | |
| 75 | +24 | 6,5 |
Doba pájení při instalaci polypropylenových trubek
Při provádění technologického připojení potrubí je třeba vzít v úvahu dobu pájení polypropylenových trubek podle doporučení výrobce a některé vlastnosti:
- Při zahřívání spoje je potřeba dodržet optimální vzdálenost mezi železem a vrstvou polymeru. Při nadměrném odstranění aktivního dílu dochází k tepelným ztrátám s následným snížením kvality montážního švu;
- Náraz železa by měl být aplikován současně na obě spojené části potrubí. V opačném případě bude zajištěno nerovnoměrné zahřívání sousedních prvků a následná deformace spoje.
Jak zvolit teplotu pájení v praxi
Pájení polypropylenových trubek metodou horkého spojování probíhá za podmínek vysoké teploty. Standardní rozsah ohřevu je nastaven na 255 až 265 stupňů. Při nastavování svařovacího zařízení je nutné vzít v úvahu další provozní parametry včetně okolní teploty. Poslední faktor je v práci zohledněn prodloužení doby expozice dokovacím místům o 2 nebo 3 sekundy. To umožňuje snížit negativní vliv okolních vlivů při ochlazení svaru.
Nástroje pro pájení polypropylenových trubek

Vzhledem k důležitosti dodržování regulačních podmínek při pokládání plastových vodovodních trubek není použití šikovných prostředků pro pájení přípustné. Specializované vybavení zajišťuje dostatečnou rychlost spojování a svařování na standardizované úrovni kvality.
První skupinu zařízení pro pájení polypropylenových trubek podle návodu představují ručně ovládané jednotky. Taková zařízení jsou vybavena speciálním diskem, jehož aktivní povrch je potažen teflonem. Díky tomu zpracovávaný materiál při ohřevu nehoří ani se nerozteče. Obvykle se taková zařízení používají pro práci s průměry produktů 20 a 25 mm. V závislosti na ploše průřezu se zvolí vhodná tryska, která se zahřeje na požadovanou teplotu. Dosažení standardních parametrů zařízení je signalizováno zelenou kontrolkou.
Při plánování velkého objemu práce a v průmyslovém měřítku se používá efektivnější zařízení. Automatická zařízení mají speciální zařízení, která nastavují požadovaný průměr obvodu. Požadované hodnoty teploty je dosaženo rychleji než u ručních strojů pro pájení polypropylenových trubek. Díky tomu dochází k pokládání potrubí pomocí takového zařízení mnohonásobně rychleji.
V průmyslových podmínkách se pro spojování trubek s velkým průměrem používají speciální stroje pro svařování na tupo. Úprava zařízení zajišťuje rychlou přípravu (formátování) potrubí pro instalaci a stejně rychlou instalaci pro jakýkoli objem úkolů.

V arzenálu instalačního technika musí být také zařízení, jako jsou řezačky trubek. Polypropylenové trubky jsou známé nejen svou praktičností, ale také vysokou rychlostí instalace na místě. Speciální nůžky na stříhání trubek zajišťují rychlou přípravu koncového dílu pro spojení s tvarovkami.
Jak se vybírají? trysky pro pájení polypropylenových trubek

Při výběru velikosti a tvaru aktivní části svařovacích strojů věnujte pozornost výkonnostním charakteristikám trysek. Musí být odolné, mít vysokou tepelnou vodivost a udržet si svůj tvar při vysokém žáru. Nástavce umožňují rychlou práci s plastovými trubkami bez změny samotného zařízení a bez rozptylování cizími manipulacemi při instalaci složitých víceprofilových vodovodních potrubí.
Tryska je kovový výrobek. Průměr tvarovek je určen formátem trubky, pro kterou je určena k pájení. Technologie svařování polypropylenových trubek spočívá v difúzním spojení vnitřního povrchu a vnějšího povlaku, který určuje mechanické vlastnosti trubek PPR.
Metody pájení polypropylenových trubek
Nejspolehlivější metodou připojení polypropylenových trubek je technologie difúzní instalace. Tato metoda je vhodná pro homogenní prvky, které jsou spojeny do jednoho potrubí. V praxi organizování zásobovacích systémů se také používá metoda polyfúze, při které je svařovacím strojem ovlivněn pouze jeden spojovaný prvek.
Existují technologie, které nevyžadují povinné použití páječka pro pájení polypropylenových trubek. Jedná se o tzv. metodu svařování za studena. Technologie je použitelná pro nízkotlaké vodovodní systémy. Spojování prvků systému se provádí pomocí speciálního lepidla, které po zaschnutí tvoří spolehlivé spojení polypropylenových trubek.
Pájecí ohřev s polypropylenovými trubkami: Základní pravidla

Formát a kvalita moderních materiálů a vybavení vám umožňuje instalovat spolehlivý systém zásobování vodou sami. Přípravu na práci a samotný technologický postup je třeba dodržovat stejně jako u profesionálů. Nezapomeňte správně napojit studené a teplé stoupačky. Technologie zahrnuje následující instalační pravidla:
- Bez ohledu na typ použitého zařízení by zařízení mělo být udržováno v provozním režimu po celou dobu pájení. Je třeba počítat s tím, že mezi každým zapojením v domácím prostředí bude nutné provést nová měření, ujasnit si schéma zapojení a rozměry jednotlivých prvků. To obvykle netrvá déle než 5 minut;
- Domácí vodovod je instalován v místě použití v hotových sekcích. Samotný proces pájení probíhá na vhodném místě, v nepřeplněných podmínkách. Trysky vybrané pro průměr potrubí by měly být nasazeny předem, aby se zabránilo popálení. Oba konce spojených prvků by měly být vloženy do zařízení a současně ohřívány;
- Před zahřátím vnitřního a vnějšího povrchu polypropylenových trubek by měla být stanovena hloubka švu. K aplikaci rizika mono použijte volnou trysku. Technika značení se používá nejen při připojení ve stejném směru Polypropylenové trubky mají dostatečnou flexibilitu, což zajišťuje vytvoření poměrně adaptivních schémat zapojení. Při vytváření spár pod úhlem je proto třeba uplatňovat rizika.
- Svařování polypropylenových trubek probíhá jednou. Pokud je kvalita spojení neuspokojivá, nebude možné šev předělat. V tomto případě se často odřízne neúspěšná spojovací plocha, což vede k nadměrné spotřebě materiálu. Proto je nesmírně důležité nespěchat, nepředělávat práci a neběhat do obchodu pro drahé dýmky.
Nejdůležitějším a nejjednodušším pravidlem pro spojování polypropylenových prvků je bezpečné držení trubek a tvarovek, dokud po zahřátí neztvrdnou. Kvůli krátké době chlazení mnoho lidí raději používá ruce, což opět zvyšuje riziko vzniku nekvalitního švu. Nejspolehlivějším způsobem uchycení spojovaných dílů PPR je použití svorky. V kombinaci s dodržováním dalších pravidel tento přístup zajistí lepší kvalitu švu a těsnost celého vodovodního systému jako celku.
Video o pájení polypropylenových trubek
Výkon
Pokud máte vysoce kvalitní materiály a speciální vybavení, proces pokládky vodovodního potrubí se nezdá být tak obtížný. Při striktním dodržení instalační technologie je možné instalovat komunikace svépomocí. Chcete-li získat praktické dovednosti, můžete pozvat mistra nebo sledovat video na internetu.
Jak se vám článek líbí?

Při montáži vodních komunikací sestávajících z plastových trubek se teplota stává nejdůležitějším parametrem. Pro dosažení pevného a spolehlivého spojení musí mít určité hodnoty.
Technologie pokládky potrubí z takových materiálů dnes vyžaduje dodržování určitého teplotního režimu a specifických časových hodnot při provádění svářečských prací. Pokud nedodržíte doporučené parametry, může se v klíčových oblastech objevit prasklina a výrazně se zhoršit pohyb vodního proudu.
Obecný vliv teploty při dokovacích pracích
Technologický postup svařování polypropylenových trubek je založen na ohřevu materiálu na požadovanou teplotu. V důsledku toho plast začne měknout. Při spojování dílů dochází k difúzi molekul polypropylenu. Jinými slovy, molekuly se spojí do sloučeniny. Když se materiál ochladí, vytvoří se extrémně pevný spoj.
Pevnost svařovaných obrobků je přímo závislá na teplotním režimu. Při nedostatečném ohřevu nedojde k difúznímu procesu. Molekuly tvarovky a svařované trubky se jednoduše nemohou dostat do kompatibilních oblastí. Svařování bude slabé a nebude schopno odolat velkému zatížení. Pár se zlomí a těsnění spoje se rozbije.

Při přehřátí se konstrukce začne deformovat. V důsledku toho se změní původní geometrie. Uvnitř dílu se může vytvořit silný přítok ve formě velkého válečku. V důsledku toho se výrazně zmenší průřezový průměr potrubí v místě svařování.
Pro běžné pájení polypropylenových trubek je nutné vytvořit ohřev na teplotu 255-265 stupňů. Proces ohřevu musí vzít v úvahu několik parametrů:
- Průměr dílu.
- Pokojová teplota.
- Doba ohřevu.
Praxe ukázala, že doba ohřevu a průměr součásti přímo souvisí.
Tento proces ovlivňuje i teplota místnosti, ve které dochází k pájení. Při pájení dílů, při jejich vyjímání ze „žehličky“ nebo jiného topného zařízení, je před začátkem spojování pauza. Pro kompenzaci ochlazování při nízkých teplotách je třeba pp trubky zahřívat o něco déle. Tato dodatečná doba je během 2-3 sekund. Výběr probíhá empiricky.
Je třeba si uvědomit, že pokud ohříváte polypropylenové trubky na topném zařízení s nastavením teploty na více než 270 stupňů, horní vrstva dílu se velmi zahřeje. Jádro nebude dostatečně zahříváno. Při spojování dílů bude tloušťka svařovací fólie velmi tenká.
Jak ručně svařovat polypropylenové trubky
Svařovací pouzdra zařízení se vybírají s ohledem na průměr dílů. Poté se vloží do svařovacího zrcadla a dobře se zajistí.
Kontaktní plochy jsou očištěny od prachu a nečistot. Pro čištění je lepší použít čisticí kapalinu doporučenou výrobcem tohoto produktu. S touto prací může pomoci následující:
- Chlorethylen.
- trichlorethan.
- Ethyl nebo isopropylalkohol.
Je nastavena určitá teplota zařízení. Obvykle by se termistor měl zahřát na 250 – 270 stupňů. Tato optimální teplota umožňuje dosáhnout správného připojení.
Když termostat dosáhne požadované tepelné úrovně, zkontroluje se teplota ohřevu svařovacího zrcátka. K tomu se používá speciální tepelná sonda.
Trubka se odřízne, přičemž se udržuje 90 stupňů vzhledem k ose. V případě potřeby je třeba povrch očistit a zkosit. Parametry odizolování a rozměry hloubky zkosení jsou převzaty z tabulky číslo jedna. Zkosení lze odstranit při čištění dílu nebo po něm pomocí speciálního kalibrovaného nástroje.
Polypropylenové tvarovky pro hrdlové svařování. Hloubka broušení a šířka zkosení.

Hloubka zasunutí „L1“ je vyznačena na povrchu trubky. Převzato z tabulky 2. Odizolování musí nutně odpovídat hloubce zasunutí.
Hloubka zasunutí L1(mm): maximální hloubka zasunutí vyhřívané trubky do misky tvarovky.

Na vnější povrch trubky a svařované tvarovky se nanese podélná značka. Umožňuje zabránit posunutí dílů během spojování.
Povrch potrubí, stejně jako připojená armatura, musí být dobře očištěny od oleje nebo nečistot. Po dosažení požadovaného ohřevu svařovacího zrcadla se trubka spolu s tvarovkou instaluje do speciálních objímek. Tvarovky musí být zasunuty až na doraz, trubka musí být svařena do celé hloubky odizolování. Musíte chvíli počkat, než se části zahřejí.
Poté se rychle vyjmou a vloží do sebe. Hloubka zasunutí tvarovky se musí rovnat délce L1 v souladu s podélnými zářezy.
Spojované díly musí být po určitou dobu drženy v pevné poloze, dle tabulky č. 3. Pak je potřeba dát mu čas na přirozené vychladnutí. Neochlazujte je ventilátorem ani je neponořujte do studené vody.
Doby ohřevu, svařování a chlazení
Když povrch prvků dostatečně vychladne, je nutné provést hydraulickou zkoušku.
Teplotní rozsahy pro odporové svařování.

Změny tlaku a teploty během procesu svařování na tupo jsou znázorněny na obrázku níže:

Nuance udržování požadovaného tepelného režimu
Při výpočtu budoucího uspořádání potrubí zjistěte, jak bude probíhat další instalace. Je nutné usilovat o dosažení minimální vzdálenosti mezi pájecím strojem a místem připojení.
Pokud je výpočet proveden nesprávně a místo svařování je na nepřístupném místě, budete muset součást zahřát ve značné vzdálenosti od místa upevnění. V tomto případě dochází k velkým tepelným ztrátám, protože pro vytvoření spojovacího spoje je třeba přenášet díly. V důsledku takových nezapočítaných okamžiků dochází k silnému oslabení švu.
Pokud je proveden nesprávný výpočet pořadí instalace a pájení, může nastat situace, kdy nebude možné spojit poslední díly, protože topné zařízení jednoduše nelze nainstalovat mezi díly. Pro zvětšení mezery je nutné deformovat určité úseky potrubí, které umožňují vložení pájecího zařízení. Taková práce může zkazit vzhled komunikace. V některých oblastech systému se může objevit statické napětí.
Velmi závažnou chybou, v důsledku které není možné regulovat teplotu, je sekvenční ohřev obrobků bezprostředně před spojem. Jinými slovy, každá část se zahřívá samostatně. V důsledku toho je teplotní režim zcela narušen.
Tento nesprávný přístup může způsobit výrazné ochlazení dílu v důsledku doby, kterou trvá zahřátí. Dochází k úmyslné ztrátě tepla. Tento způsob spojování dílů neumožňuje správnou strukturu díla a proces měknutí materiálu se stává nepředvídatelným. Jeho použití je přísně zakázáno.
Pro správnou regulaci teploty je třeba vzít v úvahu několik kritérií:
1. Kvalita svářečky pro práci s polypropylenovými výrobky by měla umožňovat zachování určitých parametrů s minimální chybou.
2. Mezi svářečkou a oblastí připojení by měla být vzdálenost menší než 1.5 metru.
3. Operace musí být prováděna ve vytápěné budově.
4.Před zahájením svařování se ujistěte, že teplota spojovaných dílů je přibližně stejná.