Jaký je nejlepší způsob mazání závitových spojů?
– led světla;
— různé zdroje energie;
— různé nabíječky;
— vnitřní a venkovní osvětlení;
— osvětlovací zařízení pro osobní, osobní a nákladní dopravu;
— speciální osvětlovací zařízení pro lékařství, pro rostliny, pro akvária, pro terária, jakož i zařízení pro nouzové osvětlení;
— alternativní zdroje světla;
— lasery a laserová technika.
Máte-li dotazy ohledně výběru svítilen, baterií a nabíječek, podívejte se na často kladené otázky od našich odborníků:
Správce
Registrace: 17.05.2010
Adresa: Moskva
Příspěvky: 18403
Říká děkuji: 4327 XNUMX
Poděkování: 10641krát v 2539 zprávách
Článek o mazání a těsnění závitových spojů. Uživatelská příručka.
Na žádost některých členů našeho fóra zveřejňuji článek o použití maziv pro závitové spoje svítilny a návod k použití (krok za krokem) na příkladu maziv od společnosti „Nye Lubricants Inc.“ .
Vstup :
Nyogel 779ZC, Nyogel 759G a 760G Nyogel jsou speciálním typem vysoce kvalitního syntetického maziva. od společnosti Nye Lubricants Inc. Produkty Nye jsou pečlivě formulované produkty určené pro omezený trh pod značkou SmartGrease™.
Nyogel 779ZC je relativně hustý, vysoce viskózní lubrikant, který nabízí vyšší úroveň tlumení nárazů a voděodolnosti. NyoGel 779ZC je křemenné syntetické uhlovodíkové mazivo určené pro mechanické součásti. Je navržen a dimenzován tak, aby odolal teplotám od -20 °C do 125 °C, obsahuje speciální přísady pro snížení opotřebení kovových povrchů. NyoGel 779ZC funguje dobře na O-kroužky a závity baterky.
NyoGel 759G je relativně měkký lubrikant s nižší viskozitou, který nabízí měkčí pocit a nízkou úroveň tlumení nárazů. Stejně jako 779ZC, Nyogel 759G také používá oxid křemičitý ke zvýšení hustoty a je také syntetickým uhlovodíkovým mazivem.
Nyogel 759G je určen k mazání a ochraně elektrických kontaktů. NyoGel 759G je určen pro teploty od -40°C do 125°C.
NyoGel 760G je velmi podobný 759G. Ve skutečnosti byl NyoGel 759G nyní nahrazen NyoGel 760G. NyoGel 760G nabízí mírně vyšší tepelnou stabilitu a je určen pro teploty od -40 °C do 135 °C Kromě toho má NyoGel 760G UV inkousty pro testování a inhibitor mědi pro zlepšenou ochranu proti korozi. Stejně jako Nyogel 759G je i NyoGel 760G relativně měkký lubrikant s nižší viskozitou, který nabízí hladký pocit a nízkou absorpci nárazů.
NyoGel 760G je také uhlovodíkové syntetické mazivo, které je určeno k mazání a ochraně elektrických kontaktů.
Upozorňujeme, že NyoGel Nyogel 779ZC, Nyogel 759G a 760G Nyogel jsou dielektrické a jsou určeny k mazání elektricky vodivých povrchů. Poskytují lepší ochranu proti korozi a prodlužují životnost součástí.
Lighthound nemá na skladě NyoGel 759G a v době této recenze nabízí Lighthound nejnovější Nyogel 779ZC a Nyogel 760G. Tato recenze se týká 25gramové tuby Nyogel 779ZC a Nyogel 759G, kterou používáme od července 2006. V této recenzi se podělíme o naše zkušenosti z více než 2 let používání maziv Nyogel 779ZC a Nyogel 759G. 25 gramů je dostatečné mazivo pro stovky nebo dokonce tisíce aplikací. Používáme je na značném počtu světel více než 2 roky a stále nám zbývá 25 %. A většině uživatelů vydrží ještě déle.
Pro ty, kteří se nemohou dočkat, až si přečtou celou recenzi, mějte na paměti, že se jedná o vynikající maziva a zamiřte rovnou na www.lighthound.com, kde si zakoupíte Nyogel 779ZC a Nyogel 760G. NyoGel 779ZC a Nyogel 759G fungují velmi dobře jak na O-kroužky, rámečky, zadní kryty, tak i na lehké závity. Pro ty, kteří chtějí vědět, jak to fungovalo po dobu 2 let a chtěli by také vědět důležité informace o péči o baterky s Nyogel 779ZC, Nyogel 759G (Nyogel 760G)
Technické údaje pro maziva Nyogel 779ZC, Nyogel 759G, 760G Nyogel:
Nyogel Shrnutí technických údajů:
Zde je technické shrnutí maziv Nyogel v přiloženém datovém listu v době kontroly.
Jak můžete vidět, technicky Nyogel 759G a 760G mají velmi podobné vlastnosti, kde jako Nyogel 779ZC je jiný druh maziva s výrazně odlišnými vlastnostmi.
Definice a informace:
Kinematická viskozita je absolutní viskozita kapaliny dělená její hustotou. Také známý jako kinematický viskozitní koeficient. Čím vyšší číslo, tím vyšší je viskozita látky a kapaliny.
Viskozitní index je index stability a viskozity oleje a kapaliny při změnách teploty s hodnotami směrem k +100 pro vysoce stabilní a směrem k -100 pro vysoce nestabilní.
Teplotní rozsah pro stabilní provoz maziva za požadovaných podmínek nabízí uspokojivé výsledky.
Bod vzplanutí je nejnižší teplota, při které se na vzduchu rozpouštějí a vznítí páry hořlavé látky a kapaliny.
Bod tuhnutí je nejnižší teplota, při které se nalévá olej nebo jiná kapalina.
Hustota koncentrace látky a kapaliny, měřená hmotnost na jednotku objemu.
Pronikající akce nebo proces piercingu. Maziva se podrobují penetračním testům, aby se vyhodnotila konzistence složek v mazivu. Test známý jako Cone Penetration Test nám dává vědět o konzistenci složek v mazivu. Nye Lubricants Inc provádí tyto důležité testy podle normy ASTM D-217. Tento test je důležitý, protože určuje, jak lze maziva nejlépe použít k udržení dané kinematické viskozity. Existují dva typy průniku. Nezpracované a zpracované. Zpracovaná hodnota v tabulce výše platí pro 60x cyklů.
Nyogel Podrobné technické údaje:
Podrobné datové listy a MSDS si můžete stáhnout přímo z www.nyelubricants.com. Pro vaše pohodlí uvádíme tabulku s přímými odkazy
_____ Technické údaje pro maziva Nyogel
_ Mazivo _________ Technický list _______ MSDS
Nyogel 779ZC _____ 779ZC Datový list ___ 779ZC MSDS
Nyogel 759G ______ 759G Data Sheet ____ 759G MSDS _
Nyogel 760G _______ 760G Data Sheet ____ 760G MSDS
Podrobná recenze a fotografie:
Nyogel 779ZC a Nyogel 759G: Zde není nic nového. Na fotografii jsou dvě 25g tuby po 2 letech používání. Nyogel 779ZC a Nyogel 759G
Tuby mají úzký aplikátor pro snadnější použití ve stísněných prostorách a pro snížení plýtvání.
Použití maziv Nyogel 779ZC, Nyogel 759G, 760G Nyogel pro údržbu baterky:
Jak tedy použijeme Nyogel 779ZC a Nyogel 759G? Který z nich je lepší pro typické aplikace? Můžeme použít oba dohromady? Na tyto otázky se pokusíme odpovědět zde. Obecně můžete použít kteroukoli z svítilen Nyogel 779ZC a Nyogel 759G v jakékoli svítilně.
Pro tuto recenzi bereme jako příklad Jet i Pro. Zde uvedené kroky jsou pro typický proces mazání závitu na koncovce. Stejné kroky však můžete použít pro závity na konci trubice baterie. Nyní se tedy podívejme, jak vypadají závity trubice baterie po několika výměnách baterie. Vypadají špinavě, že?
Zde je detail řezby. Jak vidíte, jsou velmi špinavé na konci trubice baterie. Je to proto, že šrouby zadního krytu na trubce baterie jsou také znečištěné.
Krok 1 – Vyčistěte závity:
K čištění nití jsme použili obyčejný vlhký papír. I když, můžete použít i jiné materiály, ale pouze ty, které nejsou abrazivní a nepoškodí nit. Vyhněte se použití silných rozpouštědel nebo čisticích prostředků, protože mohou poškodit součásti zadního krytu a O-kroužky. Než začneme, doporučujeme vám odstranit prsten. Závity na trubce baterie a také víčko ocasu musí být důkladně vyčištěny. Čištění závitů koncovky je o něco obtížnější ve srovnání se závity trubice baterie. Musíte zajistit, aby se kontakt v krytu neohýbal nebo nehýbal. Čištění závitů víka ocasu je třeba věnovat náležitou pozornost. O-kroužek otřete měkkým, vlhkým hadříkem nebo utěrkou.
Poznámka: závity mohou být někdy ostré a mohou způsobit zranění během čištění. Při čištění nití používejte ochranný oděv.
Zde je detail vyčištěných závitů a O-kroužku
Krok 2 – Výběr správného maziva:
Pro usnadnění práce můžete použít Nyogel 779ZC nebo Nyogel 759G. Ale pojďme se trochu zamyslet. Nyogel 779ZC je silnější, zatímco Nyogel 759G je relativně tenký. Také by se měla používat hustá maziva, pokud je mezi díly větší vůle/vůle. Pro menší závity s menší vůlí by se měla používat řidší maziva.
Krok 3 – Aplikujte zvolené mazivo:
Nejprve naneste malé množství a rovnoměrně rozetřete po kadeřích. Nasaďte čepici na ocasní část tak, aby mazivo proniklo do závitů na čepici.
Krok 4 – Zajištění rovnoměrné aplikace maziva:
Na první pokus je pravděpodobné, že nebudou pokryta všechna vlákna rovnoměrně. Takže dalším krokem je nanést ještě více lubrikantu, aby byly všechny závity potaženy. Ujistěte se, že nepoužíváte příliš mnoho, aby to začalo vytékat ze závitového spoje.
Krok 5 – A nakonec rovnoměrně rozložte mazivo:
Zde je detailní pohled na mazivo NyoGel 779ZC rovnoměrně rozložené na závitech zadního krytu a trubice baterie. Vezměte prosím na vědomí, že O-kroužek je také velmi dobře mazán.
A kdy použijeme řidší lubrikant Nyogel 759G? Podívejme se například. Toto je Zebralight H50 Q5. Má tenké závity a malou rozteč závitu na trubce baterie a koncovce, která je zároveň otočným přepínačem. Chcete se ujistit, že kroucení je hladké a nevyžaduje mnoho úsilí. Pro použití v takových případech je ideální relativně tenká verze Nyogel 759G. Před použitím doporučujeme vymazat témata, jak je popsáno výše. Musíte nanést malé množství 759G Nyogelu a rovnoměrně se rozprostře mezi závity.
Nezapomeňte na O-kroužky nanést trochu 759G Nyogelu. Našroubujte koncovku zpět na spínač a několikrát zkontrolujte jeho funkčnost. To zajišťuje, že Nyogel 759G je distribuován v závitech a O-kroužky jsou také dobře mazány.
V průběhu více než 2 let jsme zjistili, že Nyogel 779ZC a Nyogel 759G JSOU velmi spolehlivá maziva na závity a O-kroužky. Nyogel 779ZC a Nyogel 759G velmi dobře snižují opotřebení závitu. Nejen to, ale díky O-kroužkům odvádějí Nyogel 779ZC a Nyogel 759G vynikající práci při zadržování prachu a vody mimo světlo. Důrazně doporučujeme jak Nyogel 779ZC, tak Nyogel 759G. Nyogel 759G se již nevyrábí, doporučujeme použít 760G Nyogel, který je velmi podobný Nyogelu 759G a je vylepšenou verzí.
Recenzováno: 2008-07-24
Aktualizováno: 2008-08-03
Článek byl přeložen z angličtiny alpg88

A antifrikční povlaky a pasty Molykote chrání spojovací prvky před zadřením během montáže a demontáže nerezových závitových spojů a také regulují tření v sestavách.
Nedílnou součástí vodovodních a plynových systémů jsou armatury.
Pomocí závitových spojovacích prvků, vyrobených zpravidla z austenitických nerezových ocelí jakosti A4 (10Х17Н13М2) a A2 (08Х18Н10), se montuje do zařízení. Upřednostňování takových konstrukčních materiálů je způsobeno jejich vysokou pevností a odolností proti korozi. Svorníky, šrouby, matice a další spojovací prvky vyrobené z výše uvedených jakostí oceli mají navíc velmi estetický vzhled.
Problém zasekávání při montáži/demontáži závitových spojů a jeho řešení
Povrchy dílů vyrobených z austenitických nerezových ocelí nemají silné oxidové vrstvy, jejichž účelem je zabránit čistému kontaktu kov na kov. Tato okolnost, s přihlédnutím k nízké meze kluzu a vysoké viskozitě konstrukčních materiálů, má za následek vznik rýh na závitech i při nepříliš vysokém zatížení.
Při utahování spojovacích prvků z nerezové oceli se jejich styčné plochy často zadírají, což způsobuje zasekávání dílů při pohybu. Dále závitové závity procházejí plastickou deformací, což má za následek úplné zablokování poškozeného spoje. V důsledku toho je téměř nemožné demontovat sestavu pomocí standardních ručních nástrojů a řezání austenitických ocelí nebo jejich řezání pomocí plynové řezačky je velmi obtížné.
Dosáhnout kvalitního utažení nerezových spojovacích prvků také není snadný úkol. Faktem je, že nárůst tažné síly je neúměrný utahovacímu momentu. Aplikovaná síla je vynaložena na překonání rostoucí třecí síly. V důsledku toho se kov zadře, závity se poškodí a části se zaseknou.
Zablokování nerezových spojovacích prvků při montáži zabráníte použitím speciálních past a antifrikčních povlaků (AFC), které jsou vyrobeny na bázi tuhých maziv (prášky sirníku molybdeničitého, grafit atd.) se speciálními přísadami.
Náklady na kompozice pevných maziv vytvořené pomocí synergického přístupu nejsou vysoké. Zároveň poskytují zlepšené výkonové charakteristiky.
Antifrikční povlaky – suchá maziva
Aplikace AFP umožňuje snížit a stabilizovat koeficient tření při instalaci závitových spojů. Takové kompozice mají podobnou strukturu jako barvy. Rozdíl mezi nimi je v tom, že barvicí pigment je u antifrikčních povlaků nahrazen velkým množstvím částic tuhých mazacích složek, které se nacházejí ve směsi rozpouštědel a pojivových pryskyřic, vyztužených přísadami.
Po aplikaci se tekutá báze (rozpouštědla) odpaří a pojivová složka se vytvrdí a pevně přilne k ošetřovanému povrchu. Polymerace může být provedena zahřátím nebo při normální teplotě (v závislosti na typu pojiva). Vytvrzený povlak je matrice obsahující rovnoměrně rozložené částice tuhých maziv (obr. 1).
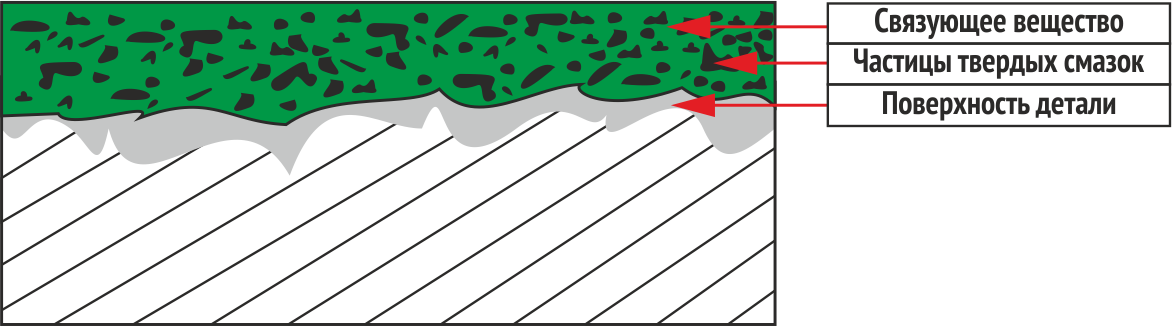
Nemocný. 1. Struktura AFP
Někdy se AFP látky aplikují na spojovací prvky z nerezové oceli přímo během výroby. Díky tomu není potřeba na místě instalace provádět pracné zpracování kovových povrchů pomocí závitových směsí. Tato výhoda snižuje mzdové náklady během procesu montáže.
Antifrikční povlaky zabraňují ulpívání prachu a abraziv díky svému suchému základu. Během 5. 8 opakování montážních a demontážních operací poskytují stabilní koeficient tření. Před každým následujícím cyklem není nutné domazávání.
Nejpoužívanější jsou antifrikční povlaky Molykote. Mnohé z nich umožňují další barvení (obr. 2).
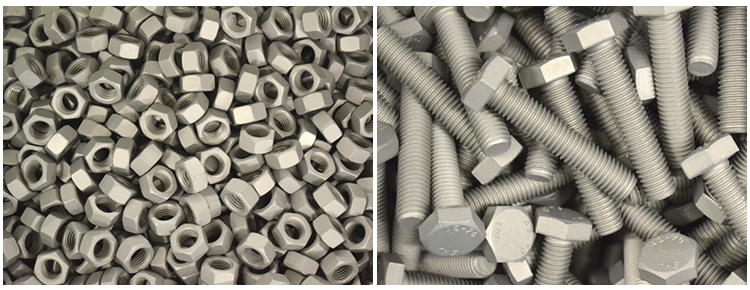
Nemocný. 2. Matice a šrouby vyrobené z oceli A2-70 potažené AFP Molykote 3400A Leadfree
Jak aplikovat AFP?
Před aplikací AFP by měl být povrch očištěn a odmaštěn, protože kvalita jeho přípravy ovlivňuje především úroveň přilnavosti a životnost nátěru.
Při ošetřování dílů antifrikčním povlakem se používají stejné metody jako při lakování:
- Stříkání
- Namáčení
- Aplikace štětcem
- Máčení s odstřeďováním
Máčení v poloautomatických nebo automatických odstředivkách je vynikající pro armatury a malé spojovací prvky (obr. 3). Tento způsob nanášení je poměrně rychlý (1 cyklus – cca 2 minuty) a zajišťuje rovnoměrnost nátěrových vrstev.

Nemocný. 3. Centrifuga pro aplikaci AFP
Za optimální tloušťku jedné povlakové vrstvy se považuje rozmezí od 5 do 15 mikronů. Tento parametr se nastavuje změnou viskozity materiálu, a proto je nutné měnit množství rozpouštědla v jeho složení. Pro silnější nátěr jej můžete také nanést v několika vrstvách, přičemž před nanesením další nechte každou zaschnout.
Pro úsporu materiálu stačí pouze jeden ze dvou dílů v závitovém spojení ošetřit antifrikčním povlakem. Stále se vytváří mazací vrstva, která je potřebná k oddělení kontaktních ploch.
Kvalita aplikace AFP je kontrolována měřením výsledného koeficientu tření, adheze a tloušťky vrstvy materiálu (obr. 4).

Nemocný. 4. Měření tloušťky povlaku tloušťkoměrem
Antifrikční povlaky Molykote
Sortiment antifrikčních povlaků vyráběných pod značkou Molykote je poměrně široký.
Při výběru konkrétního byste měli vzít v úvahu parametry, jako jsou:
- Horní a dolní hranice rozsahu provozních teplot
- Expozice a teplota potřebné pro vytvrzení
- Twist faktor
- Podmínky prostředí (vlhkost, prach, chemikálie atd.)
Nejdůležitější parametry těch Molykote AFPs, které jsou doporučeny pro použití pro spojovací prvky z nerezové oceli, jsou uvedeny v tabulce 1.