Kolik kroků je potřeba k pájení plastových trubek?

Soukromé bydlení, byty a domy jsou vybaveny pomocí inženýrských sítí. Problém instalace, rekonstrukce a opravy na každém ze zařízení vyžaduje opravu nebo instalaci vodovodního a topného systému. Moderní technologie nabídly majitelům zařízení a instalačním specialistům alternativní, cenově výhodnější a pohodlnější řešení – polypropylenové trubky. Správná instalace určuje, že topné okruhy a instalace nejsou z hlediska výkonových vlastností horší než jiné možnosti. Podle určitých parametrů je výrazná převaha polypropylenových konstrukcí nad ocelovými. Proces pájení trubek není obtížný a nevyžaduje odborné znalosti ani speciální dovednosti. Je to popsáno v pokynech níže.
Trubky jsou různé
Před zahájením popisu montážního návodu je nutné definovat materiály, typy a rozsah použití. Výběr potrubí na základě ceny nebo dostupnosti v železářství je nepřijatelný. Špatná volba může vést k potížím po instalaci. Mohou zahrnovat netěsnosti, praskliny a deformace. To vede k nutnosti předělat systém a vynaložit další náklady.
Hydraulické výpočty určují rozměrovou síť pro potrubí. Komunikace se navzájem liší a vyžadují různé průměry potrubí. Rozsah průměrů se pohybuje od 16 do 110 mm, aby pokryl téměř všechny možnosti instalace a potřeby. Praxe ukazuje, že potřeby bytu splňují trubky o průměru do 50 mm, výjimky jsou vzácné. Hlavní trubky většího průměru. Vyžadují speciální přístup k instalaci a zřídka se vyskytují v práci domácího řemeslníka.
Polypropylenové trubky se liší barevnými schématy. Odstíny a odrůdy barev potrubí v žádném případě nesouvisí s výkonnostními charakteristikami a nic neovlivňují. Neměly by být brány v úvahu. Toto je standardní řešení pro výrobce, které jim pomáhá, aby jejich produkty byly poutavější a jasnější oproti obecnému pozadí. Jediným způsobem, jak si vybrat dýmku se specifickou barvou a účelem, je nákup bílého topného produktu. Barva umožňuje zapadnout do každého interiéru.
Pokud jsou na potrubí barevné pruhy, pak ponesou informační zátěž, která je srozumitelná všem. Modrý pruh označuje použití výrobku pro potřeby zásobování studenou vodou. Červený pruh označuje provedení, které během provozu vydrží vysoké teploty. Barevné značení je přibližné a nese minimální informační zátěž. Některé typy výrobků nejsou zatíženy ani takovým značením. Linka na trubkách pomáhá určit zatížení, vlastnosti a stává se vodítkem při spojování ve švech. Linka je pohodlným vodítkem při instalaci.
Alfanumerické značení nese většinu informací. Musíte to hledat na vnější stěně produktu. Zde stojí za to ukázat zvláštní péči a ponořit se do toho, co napsal výrobce.
Polypropylenová trubka má označení PPR, přijaté jako mezinárodní označení polypropylenu. Označení PPRC, PP-B, PP-N, PP-3 a další se nacházejí při označení druhu materiálu. Pro pohodlí uživatele je k dispozici jiný systém značení, který zohledňuje typ, tlak kapaliny a čerpané teploty. V praxi se používají čtyři typy trubek: PN-10, PN-25, PN-16 a PN-20. Výkonové vlastnosti trubky a maximální teplota použití závisí na počtu. PN-25 se používá pro potřeby vytápění a odolává teplotám 95 stupňů.
Výkonové vlastnosti jsou přímo závislé na tloušťce stěn potrubí. Silné stěny vydrží vysoké teploty a vysoký tlak.
Polypropylen má navzdory svým výhodám významnou nevýhodu – při přehřátí je pozorována významná lineární expanze. Potrubí studené vody umístěné uvnitř budovy nepociťuje negativní vliv expanzního faktoru. Potrubí přívodu teplé vody může problém pociťovat výrazněji, dochází k deformaci, vzniku napětí uvnitř konstrukce a prohýbání v dlouhých úsecích.
Pro snížení vlivu tepelné roztažnosti se používá vyztužení polypropylenových trubek. Vyztuženo skelným vláknem a hliníkem. Výztužný pás ze skelných vláken je umístěn ve středu tloušťky stěny trubky a neovlivňuje pájení.
Hliníková výztuž se dělí na dva typy. V prvním případě je vrstva fólie umístěna vedle vnější stěny produktu. Alternativní možnost zahrnuje průchod vrstvy hliníku středem. Oba typy se liší instalačními a konstrukčními vlastnostmi.
Obě možnosti zesílení umožňují dosáhnout výrazného snížení úrovně roztažnosti potrubí při zahřívání. Vrstva výztužného materiálu se stává bariérou proti difúzi (pronikání kyslíku povrchem trubky uvnitř ní).
Pronikání molekul kyslíku a jejich vstup do vody uvnitř potrubí způsobuje řadu negativních důsledků: výrazné zvýšení tvorby plynů, výskyt korozních procesů, což je pro kotelní zařízení velmi nebezpečné. Spolehlivá výztužná vrstva výrazně snižuje negativní dopad na potrubí a komunikace obecně. Vyztužené trubky jsou široce používány v topných systémech. Potrubí pro zásobování vodou se volí se standardní výztuží ze skelných vláken, která nemá významný vliv ani vliv na difúzi.
Trubky se prodávají ve standardních velikostech sekcí 2 m a 4 m Maloobchodní prodejny řežou trubky v násobcích 1 metru. K potrubí jsou přidány speciální komponenty: závitové fitinky pro přechod na jiný typ potrubí, zátky, spojky, kompenzátory, obtokové smyčky atd.
Různé konstrukční prvky a spotřební materiál vám umožňují vybrat možnosti pro sestavení systému jakékoli úrovně složitosti. Spotřební materiál a díly jsou levné, což vám umožňuje nakupovat s nezbytnými rezervami pro instalaci a použití.
Způsoby spojování polypropylenových trubek
Polypropylen je termoplastický polymer. Struktura materiálu podléhá změnám během procesu ohřevu (pájení, svařování) – měkne vlivem vysoké teploty. Dva fragmenty zahřáté na stejnou teplotu procházejí procesem difúze. Chlazením předehřátých částí produktu se nemění jeho vlastnosti. Při správném vytápění a připojení je zajištěno vytvoření monolitického celku.
Charakteristiky technologií spojování polypropylenových trubek do jednoho systému jsou založeny na způsobu ohřevu. Metoda se nazývá polyfúzní svařování. Provádí se metodou spojky nebo na tupo.
Při instalaci se používá samotná trubka a spojka, jejíž průměr je menší než průměr trubky. Za normálních podmínek není dokování obou prvků možné. Montážní část T-kusu, závitníku, ohybu, závitového šroubu a dalších součástí může fungovat jako spojka.
Proces pájení polypropylenových trubek zahrnuje současné umístění obou prvků na topné těleso svařovacího stroje. Na samotném pracovním ohřívači je koaxiálně předmontován pár požadovaného průměru, který se skládá ze spojky na kovové základně, do které se bude trubka vkládat, a speciálního trnu pro nasazování spojovacího prvku. Při pájení se vytvoří pás roztaveného polypropylenu, přibližně stejně široký a hluboký. Důležitým prvkem instalace je správné nastavení teploty. Trubky se nesmí nechat roztavit po celém svém průměru. Trubky se vyjmou z topného tělesa a silou se spojí koaxiálně. Roztavený polypropylen poslouží jako spojovací prvek a těsnění, díky kterému menší spojka bezpečně zapadne do potrubí a zajistí těsné spojení po celé délce topné plochy.
Důležitým rozdílem mezi alternativním způsobem pájení polypropylenových trubek je povinné spojování částí stejného průměru. Prvním krokem je přesné nastavení konců pro následné spojení. Trubky na obou stranách jsou tlačeny silou proti koncové fréze. Po upevnění se na místo zastřihovače umístí topné těleso plochého tvaru. Při zahřívání se obě trubky roztaví rovnoměrně. Trubky jsou poté stlačeny, aby se zajistila polyfúze. Komprese se provádí silou. Jak se materiál ochlazuje, dochází k polymeraci a na spoji se vytvoří spolehlivý šev. Podmínky potřebné pro takovou instalaci lze dosáhnout pouze pomocí speciálního vybavení. Zajišťuje rovnoměrný ohřev a spojování.
Proces svařování trubek PPR
Klíčem k úspěchu je provedení maximálního počtu uzlů v jedné poloze na pracovním stole. Je lepší provádět pájení na trubkách PPR s asistentem, protože při instalaci sami je snadné udělat chybu.
Příprava pájecího stroje

Pracovní páry – trny a spojky – se nasadí na ohřívač a utáhnou se speciálními šrouby. Průměry se volí tak, aby vyhovovaly pracovním potřebám. Pokud máte v úmyslu pracovat s jedním typem potrubí, pak stačí nasadit jeden pár, umístěný co nejblíže konci ohřívače.
Je to důležité,! Je pohodlnější pracovat, pokud je zařízení bezpečně upevněno na pracovní ploše pracovního stolu. Je dobré, pokud design obsahuje šroub pro upevnění k okraji desky stolu. Pokud to není možné, můžete zařízení přišroubovat k povrchu samořeznými šrouby. Pro takovou fixaci musí být speciální povrch.
Chcete-li pracovat s polypropylenem, musíte zapnout teplotu páječky na 260 stupňů. Teplota je stejná pro všechny trubky. Mění se pouze doba zahřívání.
Je třeba dbát na to, aby bylo dosaženo provozní teploty. Chcete-li to provést, musíte zobrazit nástroje zobrazení dostupné na konkrétním zařízení.
Je to důležité,! Před připojením a ohřevem nezapomeňte očistit místa připojení od prachu a nečistot a také je odmastit.
Označení připojení
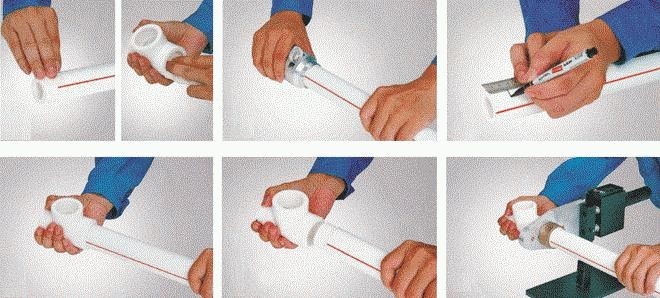
Dalším krokem je označení připojení. Je třeba změřit délku svařovacího pásu a udělat značku pomocí tužky nebo značky. Toto bude místo, kde bude trubka vložena do topné spojky. Každý průměr má svůj vlastní indikátor a je třeba jej dodržovat. Je-li to nutné, použije se další značka, pokud záleží na vzájemné poloze dílů pro spojení.
Potrubní připojení

Dále jsou označené trubkové prvky současně vloženy do spojky páječky a spojovací prvek je instalován v trnu. Trubka musí být zasunuta až po značku, spojovací prvek musí být zasunut až na doraz.
Po instalaci prvků se začne odpočítávat doba zahřívání v závislosti na průměru potrubí a je třeba ji dodržet.
Na konci doby zahřívání jsou součásti současně odstraněny. Master má několik sekund na to, aby je spojil a dal jim správnou polohu. Části se do sebe vnucují. Nastavení světla jsou povolena během prvních 1-2 sekund. Díly jsou drženy beze změny polohy po celou dobu vyhrazenou pro fixaci.
Hotová jednotka by neměla být používána ani zatěžována po celou dobu stanovenou pro polymeraci polypropylenu.
Před prvním pájením polypropylenových trubek se doporučuje zakoupit spojovací prvky a trubky pro školení. Při úspěšném pájení se vytvoří 1 mm korálek, který nekazí vzhled výrobku.

Polypropylenové trubky vstoupily do našich životů jako levný a všestranný stavební materiál. Existuje mnoho způsobů, jak je připojit, ale jedním z nejspolehlivějších, nejpraktičtějších a nejpohodlnějších je pájení. Chcete-li provést kvalitní práci, musíte znát některé jemnosti a triky, o kterých se bude diskutovat v článku.
Typy potrubí

Mnoho lidí tento okamžik prošvihne, ale marně. Kvalita a možnost připojení trubek pájením přímo závisí na jejich typu. Zde je několik nejdůležitějších bodů:
- Průměr trubky.
- tloušťka stěny. Na tom závisí doba ohřevu potrubí. Čím silnější je stěna, tím déle bude trvat ohřev potrubí nebo nastavení vyšší teploty.
- Vnější nebo vnitřní výztuha. Toto je nesmírně důležitá fáze, o které mnozí mlčí. Některé trubky jsou pro zvýšení pevnosti vyztuženy kovem. Tato ochrana může být umístěna jak uvnitř potrubí, tak vně. Při práci s takovými trubkami existují jemnosti, které je třeba vzít v úvahu.
Viz také tabulka označení odpovídající oblasti použití.
Rozsah použití a funkcí
PN 10
Pro zásobování studenou vodou v systémech podlahového vytápění až 45 С. Má tenké stěny.
PN 16
Používá se na vysokotlaké vodovodní potrubí a nízkotlaké topné potrubí.
PN 20
Univerzální trubka. Přívod vody s teplotou ne vyšší než 85 C
PN 25
Teplá voda, topení. Vodovod až 95 С. Vyztuženo fólií.
Trubky druhého typu se používají ke spojení plastových potrubí s kovovými.
Typy připojení polypropylenových trubek

Při zahřívání polypropylenu dochází k vzájemné difúzi – promíchání částic. Charakteristické je, že když se ochladí, nedochází k opačné reakci; Tato kvalita se používá při spojování dvou trubek. Podívejme se, jak je dosaženo výsledku.
Soklové svařování
Tento princip je nejoblíbenější pro svou jednoduchost a dostupnost. Pro připojení trubek stejného průměru se používá speciální část – spojka. Jeho vnitřní průměr je o něco menší než vnější průměr svařovaných trubek.
Ke svařování dochází v důsledku ohřevu a roztavení vnějšího povrchu trubky a vnitřního povrchu spojky. Poté se trubka vloží do spojky, operace se opakuje s druhou částí a spojení je dokončeno.
Svařování na tupo
Tento princip se uplatňuje ve výrobě. Pro spojení trubek stejného průměru se jejich strany roztaví a poté spojí do spoje. Metoda je komplikovaná v tom, že je nutné zajistit dokonalé, přesné vyrovnání, což je doma nemožné.
Další nevýhodou je malá pevnost výsledného spoje, proto není svařování natupo mezi řemeslníky nijak zvlášť rozšířeno.
Svařování za studena
Dalším typem spojení je svařování za studena (pomocí lepidla). Na trubku se nanese speciální lepidlo obsahující silné rozpouštědlo. Změkčuje povrchy trubek a lze je zasouvat do sebe.
Velkou nevýhodou této metody je malá pevnost a těsnost výsledného spoje. Další nevýhodou je doba schnutí – den i déle. Zde prohrává studené svařování oproti tepelnému.
Doma je vhodné použít spojení pomocí spojek. Tuto metodu budeme zvažovat podrobněji.
Požadované nástroje

Před zahájením práce je důležité připravit všechny potřebné nástroje. Zde je to, co budete potřebovat:
Svařovací stroj – je topné těleso s tryskami pro různé průměry potrubí. Některé modely mají termostat pro udržení nastavené teploty, práce s těmito zařízeními je mnohem jednodušší.
Dávejte pozor na počet otvorů pro trysky. Optimálně – 2-3 ks. Tím se urychlí proces svařování trubek různých průměrů.
Pokud neplánujete v budoucnu používat toto zařízení, pak existuje mnoho služeb, kde si můžete zapůjčit svářečku po dobu opravy. Takže si to kupovat nemusíte.
Nůžky Trubku můžete řezat pilkou na železo, pilou nebo i bruskou, ale kvalita výsledného povrchu bude neuspokojivá. Pro tyto účely je mnohem pohodlnější a praktičtější pořídit si speciální nůžky.
Rukavice pro ochranu rukou – vybírejte tlusté, které špatně vedou teplo. To vás ochrání před spálením.
Holicí strojek. Zařízení odstraňuje vnější hliníkovou vrstvu při práci s vyztuženými trubkami. V závislosti na typu materiálu nemusí být nástroj užitečný
Trimmer. Zařízení je určeno k odstranění části vnitřní výztuže. To je nutné, aby se voda nedostala mezi vrstvy potrubí.
Odmašťovací prostředek. Nezbytné pro čištění potrubí od nečistot a mastnoty. Můžete použít ethyl nebo isopropyl alkohol. Nedoporučuje se používat aceton, může změkčit polyvinylchlorid.
Práce

Před prováděním prací je nutné připravit pracovní plochu – trubky změřit a nařezat, odstranit výztuhu fólie, vyčistit trubku od nečistot a odmastit. Dále postupujte podle našich pokynů.
- Sestavte páječku, zahřejte ji až 270 С.
- Nasaďte trubku na kovovou spojku a spojovací kus na trn páječky. Plast se zahřeje a změkne.
- Odstraňte spojovací kus a trubku z ohřívače.
- Bez ztráty času spojte prvky k sobě s použitím malé síly.
- Ujistěte se, že je zachováno vyrovnání a nedovolte ohýbání.
Ve většině případů je průměr trubky větší než průměr spojky nebo tvarovky. Při zahřátí a následném spojení se vytvoří kulička roztaveného polypropylenu, která uzavře švy.
Snažte se nevystavovat díly topným tělesům páječky. Optimální časy pro různé fáze instalace jsou uvedeny v tabulce.
Průměr (mm)