Co je to jednoprůchodový koutový svar?
Svařovaný spoj – trvalé spojení provedené svařováním. Svarový spoj (obr. 1) obsahuje tři charakteristické zóny kovu ve výrobku vzniklé v důsledku svařování: svarovou zónu 1, tavnou zónu 2, tepelně ovlivněnou zónu 3, jakož i část základního kovu 4 přiléhající k tepelně ovlivněná zóna.
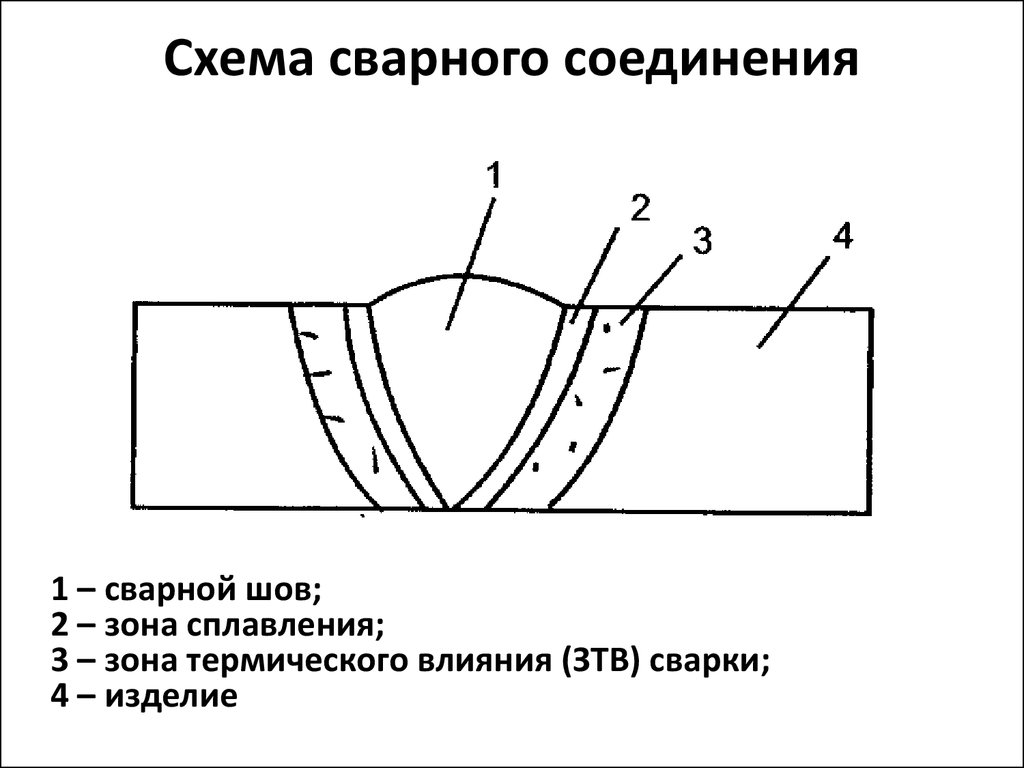
Svarový šev – úsek svarového spoje vzniklý jako výsledek krystalizace roztaveného kovu.
Svařovat kov – slitina tvořená roztaveným základním a naneseným kovem nebo pouze přetaveným obecným kovem.
Obecný kov – kov svařovaných dílů.
Fusion zóna – zóna, kde se částečně roztavená kovová zrna nacházejí na hranici základního kovu a svarového kovu. Tato ohřívací zóna je pod bodem tání. Netavená zrna v této zóně jsou oddělena tekutými vrstvami spojenými s tekutým kovem svarové lázně a prvky zavedené do lázně s přídavným kovem nebo svařovacími materiály jsou schopny proniknout do těchto vrstev. Proto je chemické složení této zóny odlišné od chemického složení obecného kovu.
Tepelně ovlivněná zóna – úsek základního kovu, který neprošel tavením, jehož struktura a vlastnosti se změnily v důsledku ohřevu při svařování, navařování nebo řezání.
Typ svarového spoje určuje vzájemnou polohu svařovaných prvků. Existují: tupé, rohové, T-kus, přeplátované a koncové svarové spoje.
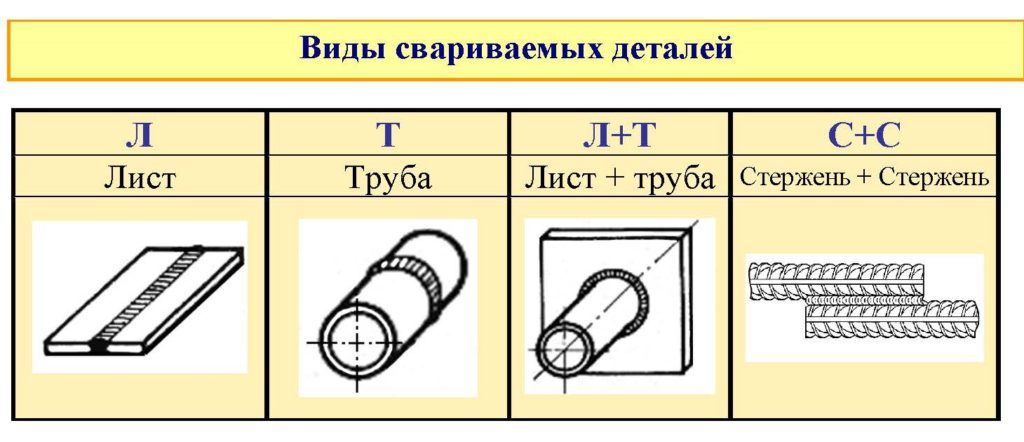
Typ dílů ke svařování
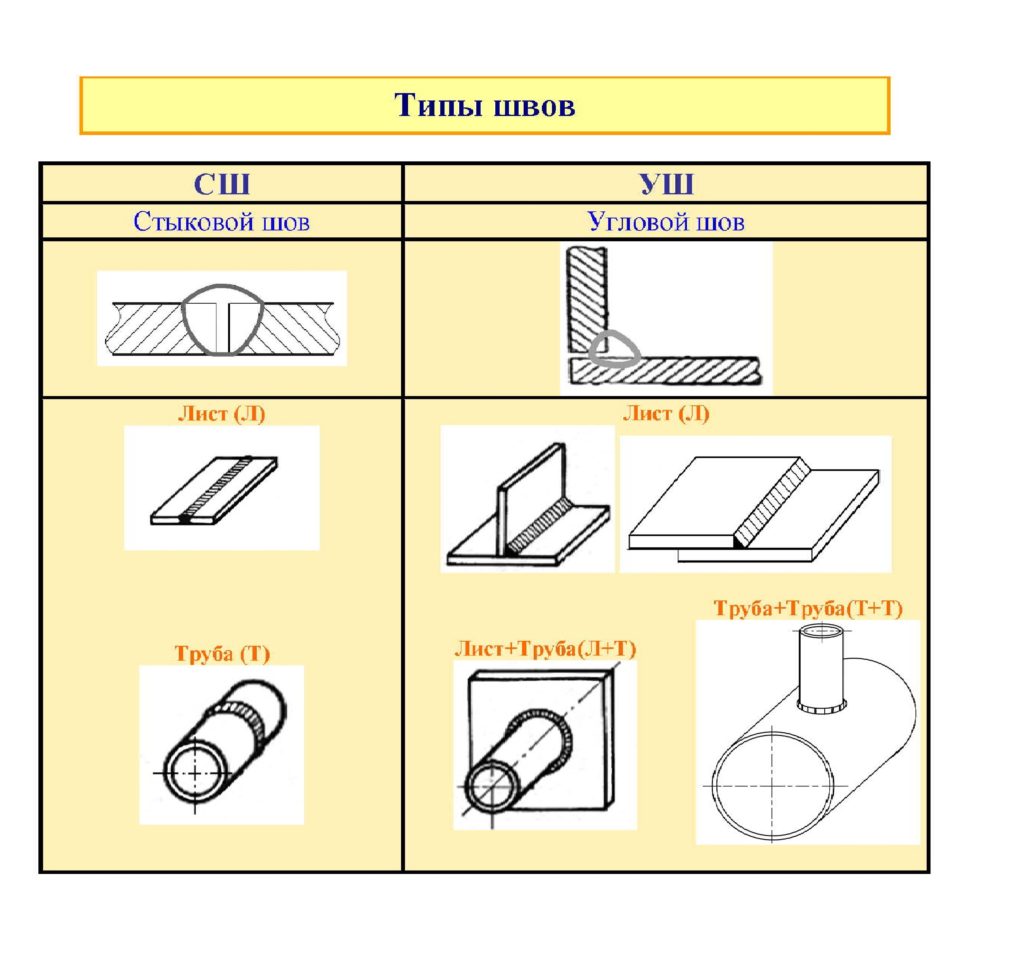
Při svařování se rozlišují tyto typy svařovaných dílů: plech – L (R), trubka – T (T), tyč – (C) a jejich kombinace mezi plechem a trubkou (L + T), trubky s vývodem (T + O), trubky s trubkou přes spojku (T + M + T), plech s tyčí (L + S).
Čtěte také: Pozice svařování
Pojem „trubka“ také znamená části uzavřeného dutého profilu, jako jsou: tvarovka, trubka, plášť, těleso rozdělovače atd. Pojmem „tyč“ se rozumí části kruhového a mnohostranného plného průřezu, hladké a s periodickým profil.
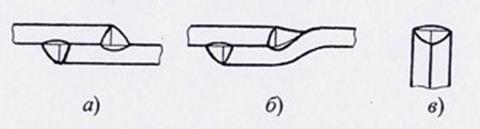
Tupý kloub – svařovaný spoj dvou prvků přiléhajících k sobě koncovými plochami a umístěných ve stejné rovině nebo na stejné ploše (obr. 2). Při spojování plechů různých tlouštěk mohou být povrchy prvků mírně posunuty (viz obr. 2, b).
Gusset – svařovaný spoj dvou prvků umístěných pod úhlem a svařených v místě styku jejich hran (obr. 3).
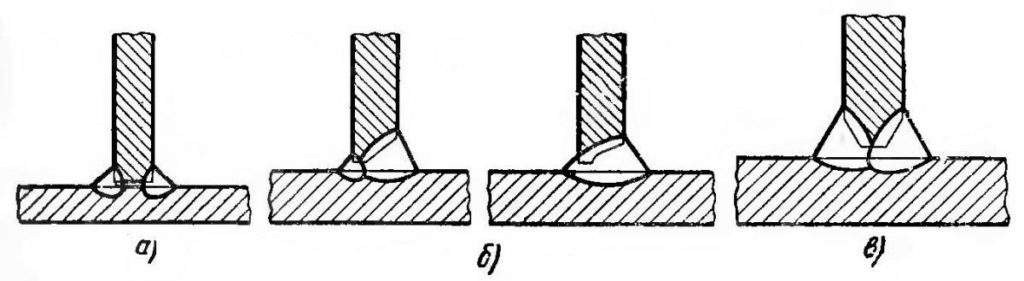
T-kloub – svarový spoj, ve kterém konec jednoho prvku přiléhá pod úhlem a je přivařen k boční ploše jiného prvku (obr. 4).
Lap připojení – svarový spoj, ve kterém jsou svařované prvky umístěny rovnoběžně a částečně se vzájemně překrývají (obr. 5, a, b). Absence nebezpečí propálení při svařování usnadňuje použití vysoce výkonných svařovacích režimů. Použití překrývajících se spojů usnadňuje montáž a svařování švů prováděných během instalace konstrukcí (montážní švy).
Ukončete připojení – svarový spoj, ve kterém k sobě přiléhají boční plochy svařovaných prvků (obr. 5, e).
Svary se dělí podle různých kritérií: podle typu švu, podle délky, podle způsobu provedení, podle prostorové polohy a podle tvaru hran.
Typ spojení os (bp) os (sp) ds (bz) ds (zk)
Svařované spoje jsou rozděleny do následujících typů:
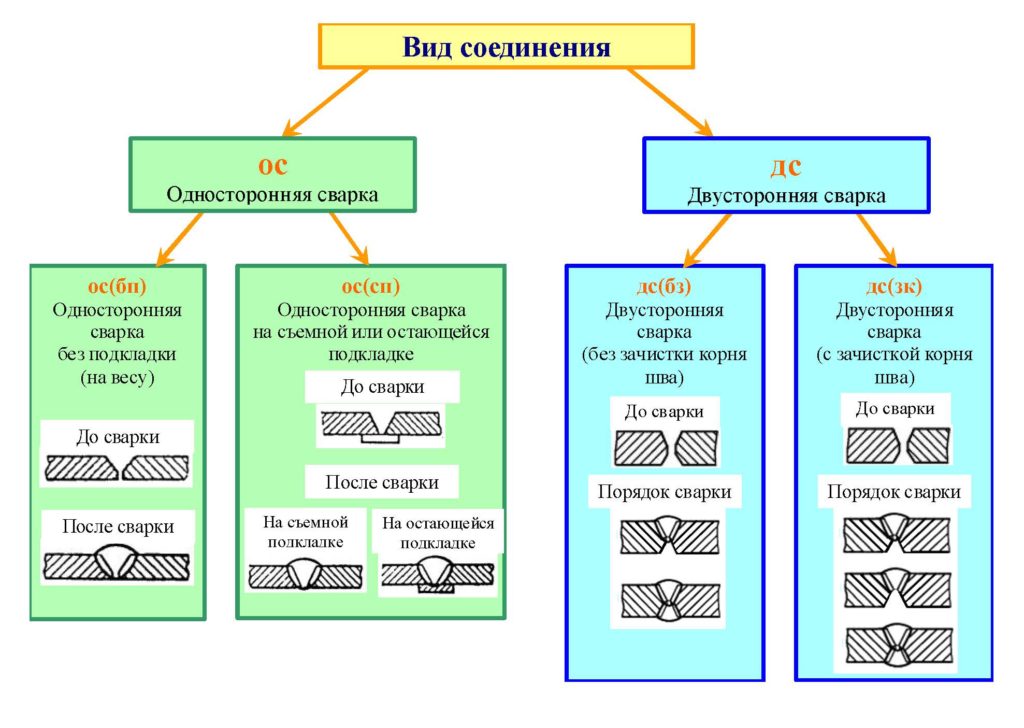
- svarové spoje provedené na jedné straně (jednostranné svařování) – os (ss) a na obou stranách (oboustranné svařování) – ds (bs);
- svarové spoje provedené na snímatelném nebo zbývajícím obložení, opěrném kroužku – sp (mb) a bez obložení (hmotnostně) – bp (nb);
- svarové spoje provedené s odizolováním kořene svaru – zk (gg), bez odizolování kořene svaru – bz (ng);
- svarové spoje provedené s plynovou ochranou kořene svaru (injekce plynu) – gz (gb);
Podle typu se svary dělí na tupé (SW), rohové (USH) a drážkové svary.
Tupý svar SS – svařovaný šev tupého spoje.
Rohový svar УШ – svařovaný šev rohu, přesahu nebo T-spojů.
Rozlišují se následující charakteristiky svaru: šířka, konvexita, konkávnost a kořen svaru.
Šířka švu e je vzdálenost mezi viditelnými čárami svaru (viz obr. 2, a). Konvexita svaru g je určena vzdáleností mezi rovinou procházející viditelnými liniemi hranice svaru s obecným kovem a povrchem svaru, měřeno v místě největší konvexity (viz obr. 2, a 4, a). Konkávnost svaru T je určena vzdáleností mezi rovinou procházející viditelnými čarami hranice svaru s obecným kovem a povrchem svaru, měřeno v místě největší konkávnosti (viz obr. 2, c). 3, c). Konkávnost kořene tupého svaru je vadou na rubové straně jednostranného svaru. Kořen svaru je část svaru nejvzdálenější od jeho přední plochy (viz obr. 2, b; 4, a). V podstatě se jedná o rubovou stranu švu, ve které se rozlišuje šířka e1 a výška g1 rubového válečku (viz obr. 2, a).
Koutový svar má následující rozměrové charakteristiky: rameno, tloušťka, konstrukční výška. Rameno koutového svaru k je určeno nejkratší vzdáleností od povrchu jednoho ze svařovaných dílů k hranici koutového svaru na povrchu druhého svařovaného dílu (viz obr. 3, c; 4, a ). Noha je nastavena jako parametr, který je nutné při svařování dodržet. Tloušťka koutového svaru a je největší vzdálenost od povrchu koutového svaru k bodu maximálního průniku základního kovu. Pro posouzení pevnosti svarového spoje použijte vypočtenou výšku koutového svaru – str. Pro koutové svary je výhodnější konkávní tvar svarové plochy s plynulým přechodem do základního kovu
Podle způsobu provedení se rozlišuje svařování: jednostranné a oboustranné, jednovrstvé a vícevrstvé. Jednostranné svařování tupého svarového spoje se provádí s průvarem hran na podložce nebo bez podložky (hmotnostně). Oboustranné svařování se provádí s odizolováním (odstraněním) kořene svaru (mechanické zpracování) před svařováním rubové strany svarového spoje nebo bez odizolování kořene svaru. Při oboustranném svařování je často nutné výrobek otočit nebo svařit v obtížné stropní poloze.
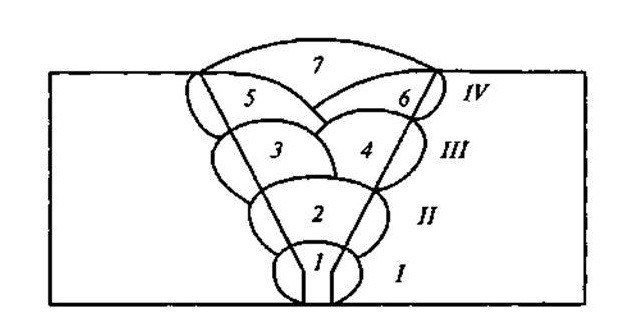
Vícevrstvý svar se používá při svařování tlustého kovu a také ke snížení tepelně ovlivněné zóny. Vrstva svaru je chápána jako část svarového kovu, která se skládá z jedné nebo více housenek umístěných ve stejné úrovni průřezu svaru. Bead – svarový kov nanesený v jednom průchodu. Průchod svařováním znamená jediný pohyb v jednom směru zdroje tepla během svařování nebo navařování.
Pokud najdete chybu, vyberte část textu a stiskněte Ctrl + Enter.


Je známo, že svařovací operace mohou být prováděny v několika rovinách a že nejtypičtějším příkladem takových operací je svařování koutových svarů.
Na umístění koutového svaru vzhledem k horizontu závisí nejen pořadí organizace svařovacích operací, ale také jejich úroveň složitosti, která vyžaduje odpovídající školení svářeče.
Koutový svar je vytvořen v T-spojích (ve tvaru písmene T), v překrytých a tupých spojích a nachází se v mnoha kovových konstrukcích.
Typy svařovacích pozic
V závislosti na prostorovém umístění a směru švu může být technologie svařování následující:
- „spodní“ poloha, která odpovídá umístění linie švu podél horizontu;
- vodorovná poloha při svařování, když je tupo čára v úhlu od 0 ° do 60 ° k vodorovnému povrchu;
- svařování ve svislé poloze tupé zóny (v úhlech od 60° do 120°);
- „stropní“ svařování, když je koutový svar umístěn přímo nad svářečem (úhel pohledu – 120 ° -180 °);
- “do lodi”; s touto možností se provádí koutové svařování spojů umístěných pod určitým úhlem.
Svařovací práce s první z těchto možností (ve spodní poloze) nepředstavují žádné zvláštní potíže ani pro začínající svářeče.
Při vytváření svislých švů je nutné vzít v úvahu typ spoje a tloušťku obrobků, které určují povahu přípravy pro svařování.
Před prací s konvenčními elektrodami ve svislé poloze je tedy nutné upevnit rohové polotovary v určité poloze a poté je osadit malými příčnými můstky.
Lineární vertikální šev může být vytvořen jedním ze dvou způsobů: shora dolů nebo v opačném směru. Je mnohem snazší zajistit požadovanou kvalitu rohového spoje, pokud provedete průchod zdola nahoru, protože v tomto případě je svarová lázeň podporována protipohybem. Tímto průchodem se držák s tyčí nakloní o 80°-90° k rovině švu.
Optimální technologie
Svařením koutového svaru „na lodi“ se získá vysoce kvalitní spojení. Jedná se o nejpohodlnější technologii, která umožňuje elektrodě snadno dosáhnout kořene. Je důležité správně fixovat obrobky. Úhel mezi spojovacími rovinami musí být přesně 90°.

Svařování koutového svaru technologií „loď“ začíná od spodní roviny a postupuje směrem nahoru. Před provedením práce se musíte seznámit s diagramem pohybu elektrody.
Když je tloušťka kovu obrobků menší než 14 mm, není potřeba zkosovat hrany. Pokud je kov tlustší, udělejte zkosení na jedné nebo na obou stranách (pro tloušťku větší než 40 mm).
Ne vždy je možné díly uspořádat tak, aby se vytvořil koutový svar lodní metodou. Pokud se svařování provádí jinou technologií (se šikmou elektrodou), věnujte pozornost rameni koutového svaru.
Při délce nohavice do 8 mm se šev provádí v jedné vrstvě u delších délek se provádí ve 2 a více vrstvách. Nejprve se kořen vaří pomocí elektrody o malém průměru, poté se provádějí následné průchody.
Výběr průměru elektrody a svařovacího proudu v závislosti na typu koutového svaru lze provést pomocí tabulky.
| Typ svaru | Tloušťka kovu, mm | Počet vrstev (průchodů) | Průměr elektrody, mm | Aktuální síla, A. |
|---|---|---|---|---|
| Jednostranný T nebo koutový svar s 45° zkosenými hranami | 4 | 1 | 3-4 | 120-160 |
| 6 | 1 | 4-5 | 160-220 | |
| 8 | 1-2 | 4-5 | 160-220 | |
| 12 | 3-4 | 4-6 | 160-300 | |
| 20 | 6-8 | 4-6 | 160-300 | |
| Jednostranný T nebo koutový svar se dvěma symetrickými hranami pod úhlem 45° | 10 | 2-4 | 4-6 | 160-320 |
| 20 | 4-6 | 4-6 | 160-360 | |
| 40 | 8-16 | 4-6 | 160-360 | |
| 60 | 16-30 | 5-6 | 220-360 |
Vlastnosti stropního švu
Svařování stropních švů je možné pouze tehdy, pokud kov ztvrdne co nejrychleji po dokončení jeho roztavení. Stejný požadavek platí pro dříve diskutované vertikální svařování.
Pro rychlé ztuhnutí kovu je nutné použít elektrody se speciálním žáruvzdorným povlakem a při svařování kombinovat jejich krouživé pohyby s pohyby vertikálními.
Tento typ svařovacího postupu by měl být používán pouze jako poslední možnost, pokud není možné svařovat díly ve vhodnější poloze.
Stropní typ svařování se vyznačuje tím, že i při malé vzdálenosti elektrody od lázně je oblouk okamžitě uhašen, protože k němu přestane proudit energie.
V důsledku toho se kov ochlazuje a svarová lázeň se zmenšuje, což může vést ke zkratu. Kromě toho obtížnost rohových prací v tomto případě spočívá ve skutečnosti, že svařovací zóna je ohřívána zespodu.
V této poloze bubliny roztaveného kovu stoupající ze svarové lázně pronikají do kořene svaru a znatelně jej oslabují.
Levé a pravé cesty
Pokud se koutové nebo jiné svary svařují v prostředí ochranného plynu, je směr elektrody obzvláště důležitý.
Existují pravé a levé způsoby svařování obrobků. Obecně je rozdíl mezi těmito možnostmi fixace dílů následující.
Správný způsob umístění držáku poskytuje lepší přehled o procesu nanášení, hlubší průnik a stabilní oblouk. Svařování je navíc doprovázeno minimálním množstvím rozstřiku kovu.
Při svařování levým obloukem vzniká více rozstřiku a je dosaženo mělkého průvaru. To poskytuje lepší vizuální přehled o místě vytvoření koutového svaru.
Tento směr svařování má zároveň čisticí účinek na svarovou lázeň. Tento způsob vedení oblouku dosahuje největšího pozitivního efektu při práci s obrobky z hliníkových slitin.
Zakázané oblasti

Při pokládání jakékoli potrubní komunikace se často musíte vypořádat s obtížemi týkajícími se svařování na těžko dostupných místech, které lze vyřešit pouze přijetím zvláštních opatření. Problém se týká zejména elektroinstalace polypropylenových trubek, které jsou v hospodářské praxi rozšířené.
Při instalaci nových polypropylenových trubek dochází zvláště často k situacím, kdy podmínky instalace jsou daleko od standardních požadavků.
V tomto případě musíte také vynaložit další úsilí, které spočívá v použití speciálního nástroje při instalaci prvků potrubí. Budete potřebovat:
- svařovací páječka speciální konstrukce;
- sada přídavných trysek (nejlépe teflon);
- zařízení pro řezání trubkových výrobků (řezačka dodávaná se svařovacím nástrojem);
- odmašťovací roztok;
- sada spojovacích prvků.
Natavením trubek páječkou je možné spojovat potrubní prvky pro svařování v libovolném úseku jeho pokládky. Speciální trysky umožňují spojovat polotovary trubek, které se liší průměrem, a vytvářet rohové spoje.
Způsoby připojení
Volba způsobu pájení na těžko přístupných místech (např. u stropu) je dána pracovním průměrem kladených trubkových kanálů. Při instalaci trubek o průměru do 50 milimetrů se zpravidla používá metoda na tupo (i když se v každodenním životě používá velmi zřídka).
Při práci s trubkovými polotovary se základním standardním rozměrem nad 40 mm se používá hrdlový způsob jejich spojování. K implementaci této techniky bude umělec potřebovat speciální svařovací mechanismus s centrovacím zařízením.
V případě tzv. „sedlového“ spoje je k trubce natupo přivařeno (v pravém úhlu) zvonovité sedlo, které spolu s trubkovým dílem tvoří adaptér ve tvaru T.
Technika transmisního svařování
Svařování trubek převodem (při absenci přímého kontaktu) začíná důkladnou přípravou spoje obrobků.
Pro svařování touto metodou jsou vhodné pouze trubky středního průměru s tloušťkou stěny alespoň 6-12 milimetrů. V tomto případě se předpokládá, že zkosení bude zvoleno pod úhlem 65-70°, čímž se zajistí odsazení 2 mm.
Pro správnou (koaxiální) fixaci svařovaných trubkových polotovarů je nutný vnitřní centralizátor, který zcela eliminuje jakékoli posunutí sestavy. Mezera v lumenu je ponechána cca 2,5 mm (lze snadno nastavit pomocí elektrody příslušného průměru).
Pro svařování připravené sestavy je vhodné jakékoli elektrické obloukové zařízení (pro tyto účely lze použít např. invertor).
V důsledku toho můžeme říci, že svařovací roh a různě orientované spoje v prostoru vyžadují nejen důkladnou přípravu, ale také správnou volbu elektrod pro něj.